

















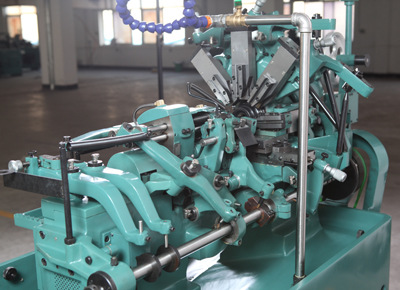









凸轮精密2525#加大主轴自动车床 台湾精密自动车床 短料改装车床
59000.00
我司为广大客户提供多层次的台湾自动车床,新名阳,台精,台铭,主轴都采加工范围:适合小五金批发生产:如电子,通讯,电脑,机械,灯饰,(汽车,摩托车)配件,文具,钟表,玩具,塑胶等行业的车轴件冲压件,铆螺母,螺母术及各类非标件的精密五金零配件和易削钢,中碳钢,铜,铝等异形材料的加工。
用台湾原装,离合器采用日本神刚,扭力,性能稳,刀架滑板全台湾原装,精度保证。
加工原理:自动车床有一种特别的轴叫做凸轮轴,由安装在凸轮轴上的凸轮完成产品的加工生产实现自动化,凸轮的运动决定加工的顺序,加工时间,工具的进刀,停止等,是不借助人力进行一系列加工的。这样在自动车床上的凸轮作用就非常大了,凸轮设计的精确极大的影响了生产的效率和产量。尤其是工程顺序,主轴旋转数,进刀量三要素成为凸轮设计的根本,给作业效率,产品品质产生极大的影响,为了决定这些,必顺了解产品的精度,尺寸,材质等条件
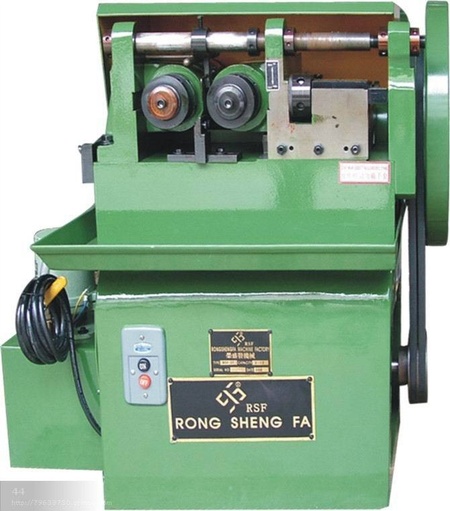
台湾台荣公司是专业生产自动车床送料机铣扁机滚牙机桌上车床改自动化 数控车床等周边设备的特色厂家,20年来我们一直在不断研究创新,现在拥有上百种机械设备,一条龙的经营模式,送料机将原材料棒料实现全自动进料;自动车床实行--打孔--攻牙--倒角--外圆--叉槽--切断;铣扁机实行--铣扁位--一字槽--十字槽--四方槽--六方槽;滚牙机实行--外圆螺纹--直纹--网纹--异性螺纹;桌上车床改自动化实行--外圆横孔--车面--大倒角;数控车床实行-高精度全方位加工;以超高的精度标准,捷快的速度效率,美观的外表给客户以全新的展示。
4、尺寸控制精度高:机床主轴精度可达0.003mm、滑块微调由千分尺控制,尺寸控制精度可达0.005mm、主轴转速2000-8000RPM之内。切削进刀量最小可控制到0.005,零件的粗糙度(铜件)最小可达Ra0.04-0.08。 |
5、自动送料:送料机构自动向主轴送料,料完自动停车报警,加工过程无需人工看料,达到了全面自动化的生产制造过程。操作者一人可同时操作多台机。 |
6、生产效率高:本机床通过凸轮控制加工过程,凸轮每转一个回转即完成一个加工过程。凸轮转速1.0-36转/分钟,可根据不同的加工零件进行调整,每分钟可加工30个零件左右,由于5把刀能同时进行切削加工,加工效率非常高,是一般CNC电脑车床和仪表车床无法比拟的。
|
车床是主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。
精密,是汉语词汇,汉语拼音为jīng mì。其释义有:1、精致细密。2、精确周密。3、方言。清楚,仔细。出自汉代王符的 《潜夫论·相列》。如:汉 王符 《潜夫论·相列》:“非聪明慧智,用心精密,孰能以中。”
基本解释 1.?[automatic]∶不用人力而用机械、电气等装置直接操作的 自动控制 2.?[voluntarily;of one's own accord]∶自己主动 自动参加 详细解释 1.?自己主动。?叶圣陶?《倪焕之》二三:“以前在小学里教课,说教的态度原是很淡的,一切待学生自动,他从旁辅导而已。”?杨朔?《昨日的临汾》:“他变得十分兴奋,自动地同我攀谈起来。” 2.?不凭借人为的力量的。如:渠水自动灌到田里。3.?不用人力而借机械、电气等装置以直接操作的。如:自动步枪;自动控制。
精密自动车床中的走心式和走刀式各有哪些优点?
自动车床一般都是加工轴类、套类、盘类、垫类等车床五金件,一般是卧式卧式车床为主,当然大型车床也有立式等形式,车床一般都有刀架,用来按照刀具,加工形式一般是刀具进行进给移动,主运动为工件旋转运动。铣床一般都是加工槽类工件,例如花键轴的花键、轴的键槽、齿轮的齿等,当然也可以进行平面的铣削加工,铣床一般小型机床也是以卧式为主,大型机床为龙门式。加工形式一般正好与车床相反,主运动为刀具旋转运动,工件移动为进给运动。使用自动车床加工精密车床件的操作技巧有哪些呢?1、为了保证加工精度,粗、精加工最好分开进行。因为粗加工时,切削量大,工件所受切削力、夹紧力大,发热量多,以及加工表面有较显著的加工硬化现象,工件内部存在着较大的内应力,如果粗、粗加工连续进行,则精加工后的零件精度会因为应力的重新分布而很快丧失。对于某些加工精度要求高的零件。在粗加工之后和精加工之前,还应安排低温退火或时效处理工序来消除内应力。2、合理地选用设备。粗加工主要是切掉大部分加工余量,并不要求有较高的加工精度,所以粗加工应在功率较大、精度不太高的机床上进行,精加工工序则要求用较高精度的机床加工。粗、精加工分别在不同的机床上加工,既能充分发挥设备能力,又能延长精密机床的使用寿命。3、在机械加工工艺路线中,常安排有热处理工序。热处理工序位置的安排如下:为改善金属的切削加工性能,如退火、正火、调质等,一般安排在机械加工前进行。为消除内应力,如时效处理、调质处理等,一般安排在粗加工之后,精加工之前进行。为了提高零件的机械性能,如渗碳、淬火、回火等,一般安排在机械加工之后进行。如热处理后有较大的变形,还须安排最终加工工序。
| 注册号: | 92330281MA2ENJC74D |
| 组织机构代码: | L2295230-4 |
| 税务登记证号: | 92330281MA2ENJC74D |
| 法定代表人: | 顾三荣 |
| 经营状态: | 开业 |
| 成立日期: | 2008-08-04 |
| 营业期限: | 长期有效 |
| 年检日期: | 2012-01-12 |
| 注册资本: | - |
| 企业类型: | 个体工商户 |
| 机构类型: | 个体 |
| 所属行业: | 零售业 |
| 行政区划: | 浙江省 |
| 电话号码: | - |
| 登记机关: | 余姚市市场监督管理局 |
| 所在地址: | 余姚市低塘街道联通南路108号 |
| 经营范围: | 一般经营项目:五金车床配件的零售。 |