











大量供应A级燃烧器烧嘴陶瓷点火电极棒探测感应 厂家直销
¥10.00/个



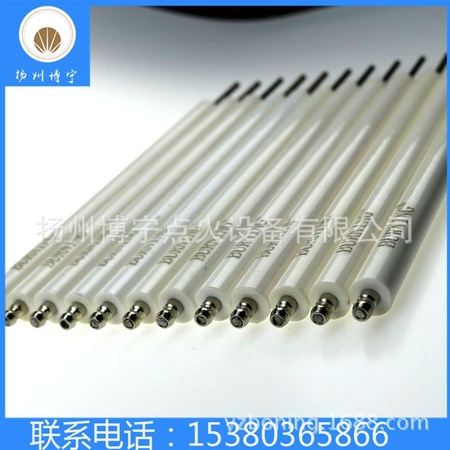

1、本公司95氧化铝瓷管均为整根烧结,最长陶瓷长度可为1.5米且整根上釉,保证了整根产品的直线度、抗压强度、绝缘性能
2、公司可为客户进行激光打标、LOGO标识烧制,订做专属点火棒
3、离子探针及点火棒,根据使用温度的不同,需要不同丝材的加工,特别保证了离子探测针长时间的不弯曲、不剥落、不下垂4、点火电极采用了国内首创冷热卯压工艺,无高温胶水,达到美观不漏电、不偏心、美观大方


| 扬州博宁点火设备有限公司氧化铝陶瓷参数明细表 | ||||||||
| 材料 | 氧化铝 | 氧化锆 | 重结晶碳化硅 | 氮化硅结合碳化硅 | ||||
| 特性 | 单位 | AL997 | AL995 | AL99 | AL95 | ZrO2 | RSiC | NSiC |
| 氧化铝含量 | —— | 99.70% | 99.50% | 99.00% | 95% | —— | —— | —— |
| 颜色 | —— | 象牙白 | 象牙白 | 象牙白 | 象牙白、白色 | 乳白色 | 黑色 | 灰色 |
| 气密性 | —— | 不透气 | 不透气 | 不透气 | 不透气 | 不透气 | —— | —— |
| 密度 | g/cm3 | 3.94 | 3.9 | 3.8 | 3.75 | 5.89 | 2.7 | 2.8 |
| 直线度 | —— | 1‰ | 1‰ | 1‰ | 1‰ | 1‰ | 1‰ | 1‰ |
| 硬度 | 莫氏硬度 | 9 | 9 | 9 | 8.8 | 8.5 | 9.5 | 9 |
| 吸水率 | —— | ≤0.2 | ≤0.2 | ≤0.2 | ≤0.2 | 0 | 0 | 0 |
| 抗弯强度 (20℃) | Mpa | 375 | 370 | 340 | 304 | 1200 | 90 | 180 |
| 抗压强度 (20℃) | Mpa | 2300 | 2300 | 2210 | 1910 | 5700 | 600 | 650 |
| 热膨胀系数 (25℃到800℃) | 10-6/℃ | 7.6 | 7.6 | 7.6 | 7.6 | 10 | 4.7 | 5 |
| 绝缘强度 (5mm厚度) | AC-kv/mm | 10 | 10 | 10 | 10 | —— | —— | —— |
| 介电损耗 25℃@1MHz | —— | <0.0001 | <0.0001 | 0.0006 | 0.0004 | 0.001 | —— | —— |
| 介电常数 25℃@MHz | —— | 9.8 | 9.7 | 9.5 | 9.2 | 29 | —— | —— |
| 体积电阻率 (20℃) (300℃) | Ω·cm3 | >1014 2*1012 | >1014 2*1012 | >1014 4*1011 | >1014 2*1011 | >1013 5*108 | —— | —— |
| 长期使用温度 | ℃ | 1700 | 1650 | 1600 | 1400 | 2200 | 1650 | 1450 |
| 热导率 (25℃) | W/m·K | 35 | 35 | 34 | 20 | 3 | 23 | 15 |
| 扬州博宁点火设备有限公司 铁铬铝电热合金的主要技术性能(GB/T1234-95) | ||||||||
| Main technical characteristics of Fe-Cr-Al electrothermal alloy(GB/T1234-95) | ||||||||
| 牌号 | 1Cr13A14 | 1Cr21A14 | 0Cr21A16 | 0Cr23A15 | 0Cr25A15 | 0Cr21a16Nb | 0Cr27A17Mo2 | |
| 性能 | ||||||||
| 主要化学成分% | Cr | 12.0~15.0 | 17.0~21.0 | 19.0~22.0 | 20.5~23.5 | 23.0~26.0 | 21.0~23.0 | 26.5~27.8 |
| Al | 4.0~6.0 | 2.0~4.0 | 5.0~7.0 | 4.2~5.3 | 4.5~6.5 | 5.0~7.0 | 6.0~7.0 | |
| Fe | 余量 | 余量 | 余量 | 余量 | 余量 | 余量 | 余量 | |
| Re | 适量 | 适量 | 适量 | 适量 | 适量 | 适量 | 适量 | |
| 加入量Nb:0.5 | 加入量Mo:1.8~2.2 | |||||||
| 元件最高使用温度℃ | 950 | 1100 | 1250 | 1250 | 1250 | 1350 | 1400 | |
| 熔点℃ | 1450 | 1500 | 1500 | 1500 | 1500 | 1510 | 1520 | |
| 密度g/cm3 | 7.40 | 7.35 | 7.16 | 7.25 | 7.10 | 7.10 | 7.10 | |
| 电阻率 μ Ω.m,20℃ | 1.25±0.08 | 1.23±0.06 | 1.42±0.07 | 1.35±0.06 | 1.45±0.07 | 1.45±0.07 | 1.53±0.07 | |
| 抗拉强度Mpa | 588~735 | 637~784 | 637~784 | 637~784 | 637~784 | 637~784 | 637~784 | |
| 延伸率% | ≥16 | ≥12 | ≥12 | ≥12 | ≥12 | ≥12 | ≥10 | |
| 反复弯曲次数 | ≥5 | ≥5 | ≥5 | ≥5 | ≥5 | ≥5 | ≥5 | |
| 比热J/g.℃ | 0.490 | 0.49 | 0.520 | 0.460 | 0.494 | 0.494 | 0.494 | |
| 导热系数kJ/m.h℃ | 52.7 | 46.9 | 63.2 | 60.1 | 46.1 | 46.1 | 45.2 | |
| 线胀系数a×10-6/℃(20~1000℃) | 15.4 | 13.5 | 14.7 | 15.0 | 16.0 | 16.0 | 16.0 | |
| 硬度HB | 200~260 | 200~260 | 200~260 | 200~260 | 200~260 | 200~260 | 200~260 | |
| 显微组织 | 铁素体 | 铁素体 | 铁素体 | 铁素体 | 铁素体 | 铁素体 | 铁素体 | |
| 磁性 | 有 | 有 | 有 | 有 | 有 | 有 | 有 | |

《厂家直销》是一款Android平台的应用。
燃烧器,是使燃料和空气以一定方式喷出混合燃烧的装置统称。燃烧器按类型和应用领域分工业燃烧器、燃烧机、民用燃烧器、特种燃烧器几种。多用不锈钢或金属钛等耐腐蚀,耐高温的材料制成。燃烧器的作用是通过火焰燃烧使试样原子化。被雾化的试液进入燃烧器,在火焰温度和火焰气氛作用下,经过干燥、熔融、蒸发、离解等过程,产生大量的基态原子,以及部分激发态原子、离子和分子。一个设计良好的燃烧器应具有原子化效率高、噪声小、火焰稳定的性能,以保证有较高的吸收灵敏度和测定精密度。原子吸收光谱分析中常用缝隙燃烧器产生原子蒸气。根据所用燃气和助燃气的种类不同,燃烧器缝隙的长度,宽度各有不同,一般燃烧器上都标注有适用的燃气和助燃气。
烧嘴(英文名称:burner)是工业燃料炉上用的燃烧装置的俗称,可理解为“烧火的喷嘴”的简称。通常指的是燃烧装置本体部分,有燃料入口、空气入口和喷出孔,起到分配燃料和助燃空气并以一定方式喷出后燃烧的作用。部分(或全部)烧嘴可通过某些方式(包括PWM技术)调节燃烧输出的热量来控制输出温度。烧嘴也可以叫燃烧器,但不同于小型锅炉上用的一体化燃烧器,因为都属于燃烧器,所以二者的概念很容易在生产实践中被混淆。后者属于一体机,一般也叫燃烧机,包含助燃风机、燃料加压输送管件和点火监测控制器集成为一体,适用于小型锅炉及少量喷燃点的小型燃料加热炉。前者可包含点火电极和火焰监测探头,但单一烧嘴一般不含助燃风机、燃料加压及输送管件和点火监测控制器,需要根据不同加热炉的具体结构及加热工艺要求布置烧嘴及助燃风机、助燃空气管路、燃料加压及输送管件和点火监测控制器,烧嘴的适用领域比一体化燃烧器要广。
石家庄地区有专业做燃烧器和烧嘴的么?
油管需要一套供油系统,管路设置有过滤器,单向阀,减压阀,高低压压力开关,切断阀,然后送入烧嘴,嘴前要求用软管连接。气管分为燃气和空气,如果是空气,就是助燃风机,软连接,低压开关,然后软管进入烧嘴。燃烧器是使燃料和空气以一定方式喷出混合(或混合喷出)燃烧的装置统称。燃烧器按类型和应用领域分工业燃烧器、燃烧机、民用燃烧器、特种燃烧器几种。工业燃烧器俗称烧嘴,种类规格型式很多,有燃油、燃气(煤气)、燃煤(煤粉/水煤浆)几大类别。应用领域很广,在需要使燃料燃烧以加热物料或反应的工业场合都需要用燃烧器。燃烧机又称一体化燃烧器,以燃油和燃气为主。一般应用在中小型燃料锅炉、燃料热风机、烘(烤)箱和小型燃料加热炉上。
加热炉燃烧器油管和气管怎么安装
燃烧器是使燃料和空气以一定方式喷出混合(或混合喷出)燃烧的装置统称。燃烧器按类型和应用领域分工业燃烧器、燃烧机、民用燃烧器、特种燃烧器几种。工业燃烧器俗称烧嘴,种类规格型式很多,有燃油、燃气(煤气)、燃煤(煤粉/水煤浆)几大类别。应用领域很广,在需要使燃料燃烧以加热物料或反应的工业场合都需要用燃烧器。燃烧机又称一体化燃烧器,以燃油和燃气为主。一般应用在中小型燃料锅炉、燃料热风机、烘(烤)箱和小型燃料加热炉上。工业燃烧器(烧嘴)增加配置后可实现燃烧机的功能,但燃烧机在很多工业场合不能满足燃料燃烧加热或反应的要求。二者的区别见词条“烧嘴”。