














工厂自营万通3T滚牙轮 滚花轮公制M2X0.4P滚丝轮 100X50.5X30包...
¥360.00/套
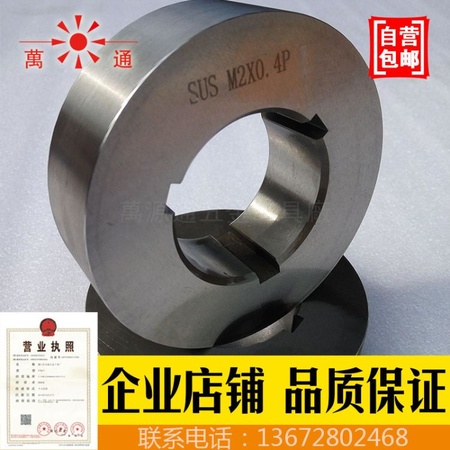
 客户的满意是检验质量的最高标准!3T滚丝轮简介: 外径96-100mm,内孔50.5mm,厚度30mm,键槽8*4mm,是常用的固定式滚丝轮,有三个键槽,我厂此类滚丝轮库存全,常备有SUS-TR(不锈钢专用牙轮)、TR(普通牙轮)。此滚丝轮大致可以翻修3次,每次翻修后外径减小,头数减少,当外径减小到一定尺寸时就不能翻修了。 3T滚丝轮是二片一副,应用在3T专用滚牙机,为了节约生产成本,提高使用效率,也有把厚度线切割成15mm厚使用的情况。15mm厚的我们出厂为四片一副。标准牙距的均有库存,如有特殊牙或细牙的请咨询。 原本废旧的滚牙轮只能当废铁卖掉,利用我们的技术可以使你的废旧滚丝轮再利用。简单介绍就是:将废旧滚丝轮在不退火的情况下利用先进的螺纹技术再重新磨出符合标准的牙纹,使用寿命和原有新轮相当。缺点就是比原有的外径小,头数少,但不影响使用!犹如像生产出来的新滚丝轮。 实物图是现场实拍的,我们的拍摄效果不是很好,当你拿到我们的产品看时,会比照片上的更具光泽,能满足你加工产品的要求,质量有保证,性价比高,欢迎采购,谢谢!
客户的满意是检验质量的最高标准!3T滚丝轮简介: 外径96-100mm,内孔50.5mm,厚度30mm,键槽8*4mm,是常用的固定式滚丝轮,有三个键槽,我厂此类滚丝轮库存全,常备有SUS-TR(不锈钢专用牙轮)、TR(普通牙轮)。此滚丝轮大致可以翻修3次,每次翻修后外径减小,头数减少,当外径减小到一定尺寸时就不能翻修了。 3T滚丝轮是二片一副,应用在3T专用滚牙机,为了节约生产成本,提高使用效率,也有把厚度线切割成15mm厚使用的情况。15mm厚的我们出厂为四片一副。标准牙距的均有库存,如有特殊牙或细牙的请咨询。 原本废旧的滚牙轮只能当废铁卖掉,利用我们的技术可以使你的废旧滚丝轮再利用。简单介绍就是:将废旧滚丝轮在不退火的情况下利用先进的螺纹技术再重新磨出符合标准的牙纹,使用寿命和原有新轮相当。缺点就是比原有的外径小,头数少,但不影响使用!犹如像生产出来的新滚丝轮。 实物图是现场实拍的,我们的拍摄效果不是很好,当你拿到我们的产品看时,会比照片上的更具光泽,能满足你加工产品的要求,质量有保证,性价比高,欢迎采购,谢谢! 如何提高滚丝轮使用寿命:
滚丝轮的使用时间与生产工厂很有关系,一般规范的工具厂从材料选择、加工工艺、热处理都有严格的要求,因此质量稳定,使用寿命比较长。使用寿命还与加工产品的硬度、材料有关;与设备、调试有关;与使用方法都有关系。下面是我给公司车间讲解滚丝轮的使用情况的材料,给你作为参考。
延长滚丝模使用寿命的几项措施: 滚丝是螺栓或螺柱成形的关键工艺,延长滚丝模使用寿命,是一个涉及到几个方面的重要课题;在提高滚丝模的使用寿命的同时,也会有效地提高螺栓(螺柱)的螺纹质量,这个课题可以从四个方面探讨:一、设备调整:设备选型与匹配是滚牙首要环节。 一般来说,适宜于采用挤压压力与产品规格相匹配的机床,一般来说,如果挤压压力较小,螺牙挤压力不足,螺纹的质量会产生问题: 1.螺纹挤压不到位,螺丝沟不清晰,螺尖不闭合,产生毛口,用金相显微镜看,螺牙会呈现凹状的细微的缺口。 2.尤其是螺纹后端,由于压力不足,后几牙螺纹成型不到位,牙纹比较浅。 3.设备压力不够,过载使用,对设备来说损伤很大,一些功率比较小的滚丝机,为了使螺纹滚压到,长期满载操作,设备位会大幅度地降低滚丝机的使用寿命,我们公司前期购买的设备,就属于这种类型。滚丝机在长期超负荷运转中,滚丝机的轴瓦移损很快,会影响到滚牙的精度和螺纹的质量。其次挤压压力的调整也很重要,要根据产品的规格来选用调整相应的压力和速度,这样可以有效地保护设备正常运转,延长滚丝模使用寿命。二、冷却: 冷却液是影响滚丝模的使用寿命的因素之一,冷却液有二重作用:润滑与冷却。 润滑作用显而易见,它能够减少滚丝模和产品间的相互间的摩擦力;保证产品光洁度,提高滚丝模的使用寿命。 冷却是很重要的环节,我们公司产品是热处理后滚牙的,滚牙时产生很大的压力,在挤压的同时,摩擦阻力会转变成热量,会使滚丝模和螺栓温度升高,温度过高会形成滚丝模与产品的双重退火作用,尤其是滚丝模,它的硬度比较高,温度较高后,产生明显地回火效应,使滚丝模的硬度下降,这样会大幅度降低滚丝模的使用寿命。冷却性能是冷却液的重要指标。 由此要选择冷却油,散热性能好;同时要选择粘度小的润滑剂,来保持良好的冷却特性。三、人员与操作: 1、中间靠(俗称中间靠山)是关键: 从理论上来说,产品的外径与滚丝模的外径要相切,即滚轮、导轮、产品的圆心要在一直线上。实质上在连接线略微偏下的位置。 (1)中心略高,产品会上跑,不能正常滚牙。 (2)中心偏低,所受的挤压力会打折扣,压力不足,会影响螺纹的滚牙质量。 要做到三点圆心在一直线上,这时挤压力,产品成型完整。因此中间靠山垫块的调整很重要,操作工人熟练程度是关键,必须调整到位,才能发挥的滚压效应。 2、靠山(托架): 在中间与手拿产品间有一个托架,滚丝时,产品一头放在滚轮间,另外一段放在靠山上,可以减轻劳动强度,同时也能有效地提高滚牙质量。优点: (1)操作者滚压时有了依靠,可以减轻劳动强度。 (2)保证产品与滚丝模平面垂直,避免或减轻滚牙后产生的后面部位牙型成锥形或成型不足的状况。 3、操作: 操作的熟练程度(主要是机床压力的调整,滚丝轮产品调到角度位置,摆放手势),是提高滚丝模的使用寿命和保持产品质量的关键,操作工熟练程度对机床的使用和维护影响很大,熟练程度能有效地延长滚丝模与机床的使用寿命。 滚丝模与冷却油的发烫问题是滚模使用寿命长短的主要因素之一,在滚牙螺纹时会产生热量,油温过高,冷却性能下降,在滚牙时产生的热量来不及散发,当温度高于200℃,对滚丝模来说等于是一个退火过程,滚丝模的硬度会下降,相应的强度随之降低,严重降低了使用寿命,因此冷却也需要操作者的熟练程度和调节判别,这是一个很重要的环节,必须认真对待。免责声明:以上展示的"台湾滚丝轮品牌 包图网 包公戏的艺术特色 牙轮钻头钻压"信息由深圳市宝安区松岗万源通五金工具厂自行提供,内容的真实性、准确性和合法性由发布企业负责,朵拉利品网对此不承担责任。