















专业生产紫铜管类快速水胀机 60度管件弯头缩口一次性水胀成型机 液压机
¥100000


 |  |  |
 |  |  |



思豪内高压成型设备和华数机器人自动化技术强强联合

适用范围:
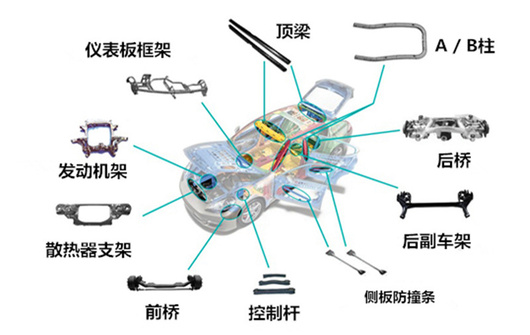
汽车行业: 汽车排气管、歧管、消声器、异形管件、汽车底盘 汽车轻量化构件的副车架、底盘前梁、转向节臂、仪表盘支架、 后轴纵臂、排气歧管等,发动机组合式空心凸轮轴等典型零件、汽车悬臂架、 汽车后桥横梁、 汽车副车架纵梁等等。
大多数液压成形工序需要一套模具与零件或其他加工设备,液压成形机上的橡胶隔膜起到通常凹模的作用,因而模具成本比传统模具少约50%。
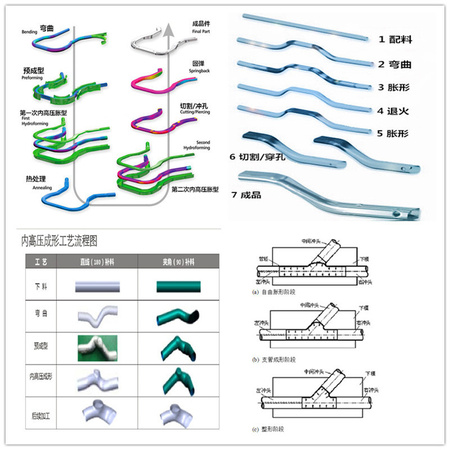
原理:先把管坯放入模腔内,合模,再通过向金属管材内部加压和轴向进给补料使其成形为所需要的工件。取代传统胶胀、油胀技术,减轻重量、增加韧性和强度。
适合材料厚度(壁厚)长度、外径
材料壁厚:0.3-10mm。
管件长度:50-6000mm。
产品外径:6-2000mm。
相关内高压成型机吨位:300t、500t、800t、1000t、1200t、1500t、2000t、3500t。

| 内高压成形车身零部件: | A立柱、B立柱、成形仪表板梁、成型座椅框架、 C立柱、空间骨架、成形车顶纵梁、成形横梁、 成形挡风玻璃支架等。 |
| 内高压成形发动机零部件: | 凸轮轴、曲轴、催化转化器、排气歧管; |
| 内高压成形底盘零部件: | 保险杠、横梁、操纵杆、控制臂、 散热器壳、后桥 壳、转向管柱、 车架纵梁、管接头、副车架、 发动机托架、梯形架等; |


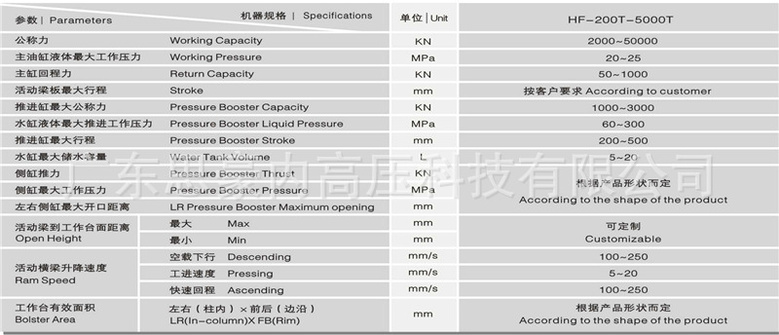
规格型号 | HF系列[300-3500T] 新款设计/旧款设计 |
加工材质 | 适用于材质紫铜、青铜、黄铜等材质壁厚的产品内高压水胀成型 |
加工尺寸 | 0.3mm-10mm DN=50-6000mm |
模具定制 | 25-40天 可配套[倒角机| 切管 | 弯管机] |
打样代工 | 是 [ 代工工业园 ] |
| 售后服务 | 三包 [ 1年免费保修 | 续保服务] |
非标定制 | 台面 | 行程 | 开口 | 结构 | 速度 | 配置 |
机械驱动 | 可选配套三套/四套伺服系统控制精度±0.05mm |
机器交货 | 50-150天 佛山发货 [库存7天] |







内高压成型液压机技术优势特点:
1、生产工艺简捷性等方面比传统的冲压焊接方式优越得多。
2、节约材料,减轻重量、内高压件减轻重量到30%-50%。
3、提高疲劳强度。
4、降低生产成本和模具费用30%。
5、降低生产成本,提高了工作效率。
6、该机压力稳定、重复定位精度高、噪声小、能耗低。
7、降低生产成本,提高了工作效率。
8、精度高、噪声小、能耗低。
9、减少了零件数,可减少模具数量。
与传统的需多道工序的冲压成形相比内高压成型液压机只需一步就可成形相同零件。与冲压焊接件相比,管材内高压成形的优点是:节约材料,减轻重量,一般结构件可减重20%~30%,轴类零件可减重30%~50%:如轿车副车架,一般冲压件重为12kg,内高压成形件为7~9kg,减重34%,散热器支架,一般冲压件重16.5kg,内高压成形件为11.5kg,减重24%;可减少后续的机加工量和组焊工作量;提高构件的强度与刚度,由于焊点减少而提高疲劳强度。与冲焊件相比,材料利用率为95%~98%;降低生产成本和模具费用30%。


1、采用专用的接近开关控制左右侧缸行程,根据电子尺把数据传输到人机界面实现行程调节的数字控制。
2、自配带有压力传感器,压力可调可控。
3、能实现一边送料一边挤压成型的过程。极大的减少了工作程序。减少了废料的浪费,减少了次品率。而且在内高压成形机制作过程中没有产生对大气和人体 有害的物质。
4、具有独立的动力机构和电器系统,采用按钮集中控制。可实现调整、手动及半自动三种操作方式。
5、机器的工作压力,空载下行,行程和水胀的工作行程以及水胀的工作速度可根据工作需要在量程范围内进行数控操作设定。
6、实现广东水胀机械工作压力小于20Mpa范围内任意可调可控,压力和保压时间又PLC触摸屏设定。
7、该系列四柱式液压机的行程大开口度范围内可调,三侧缸的行程和速度调控参数触摸屏设定可调。
8、多缸的同步技术减少了内高压水涨液压机模锻件各部位几何形状、温度等方面的差别导致变形抗力偏离压力机的中心。其设计要求同步控制应达到 0.043mm*(1/m)。
9、结构:卡压三通管成型液压机由上下模、油泵、横向同步缸、芯棒、缸体、油缸、活板、模具压板、模具上模、模 具活塞、阀体、阀芯、电磁 换向阀、电动机等组成。
10.超高压、模具精密、密封性能好、提供效率节约资源,每台日产5000-20000件。
11.严谨的工程设计,有效的能源利用。
12.低噪音,结构紧凑,无污染。
13.主要的元件为国际知名品牌,安全稳定的系统回路。
14.各种安全保护装置,超高压保证产品质量。
15.所有元件保证良好的互换性,保证机床高的开机率。
16.四柱、油缸采用高度强度合金制作,精密研磨。
17.高精度、超高压分水、 有三通机水胀技术、水胀三通机内高压技术科技成果鉴定。
可选附件或功能:
1.移动工作台; 2.冲裁缓冲装置; 3.光电保护装置;
4.模具快速加紧装置 5.行程、压力、速度数显、数控装置;
6.液压系统加热、冷却装置;7.PLC可编程控制器。 8.滑块安全栓



内高压成形技术在汽车管状副车架上的应用,汽车底盘管件内高压成型机专用液压机系列,对汽车大型底盘,消音器,复杂弯管一次胀型。内高压成形多年来已经广泛应用于排气零件的制造,其中绝大部分涉及极其复杂的形状。汽车管件经过水胀内高压胀形之后,使用候命更长,重量较轻,材料的使用成本和效益都更高,开发的时间段。在如今社会效率高了。汽车车架的制造领域,降低了对材料的需求,从而降低客户的采购和生产成本,以前都是几个焊接件焊接而成。如今精度高了。从弯管,压边,胀形等工艺流程。
内高压成形机成形方法主要用于车架和轨道的制造,内高压成形产品已经在汽车引擎零件领域形成了一个标准,较轻的基本结构件与复杂的和高应力功能元件结合在一起。从视觉上体验感更好。例如我司现在和东风汽车,奥迪,宝马都有合作。内高压成形使整体生产复杂形状的零件成为可能,即无焊缝。现在在行业中不断扩大中,减轻重量,节省能源,产品一体型化。提高精度。减少加工流程降低成本,车减重10%,油耗降低6%~8%,废气排放减少5%~6%。如今,国外乘用车均每十年减重8%~9%,商用车减重10%~15%,未来十年里轿车还将减重20%。
传统制造业大多采用冲床冲压成型然后进行一半一半方式进行整体焊接,所以内高压成形的优势高于这里 。可以根据液压机模具进行不 同方向的送料和补料成形沿构件轴线截面有变化的空心构件。它的优势降低产品的整体重量,节约了原始材料,内高压成形件比冲压件 减轻20%-40%,空心阶梯轴类可以减轻40%-50%,实现一模一产品,降低了冲压模具成本。如汽车配件工艺流程都达到6项,如果采用水 胀模具一次胀形速度快,精度高,而且无需焊接。以热器支架为例,散热面积增加43%,焊点由174个减少到20个,工序由13道减少到6 道,生产率提高70%;内高压成形的汽车配件主要包括:适用材料包括碳钢、不锈钢、铝合金、铜合金及镍合金的底盘类零件:副车架、 后轴、 纵梁和保险杠等,座椅框、上边梁和顶梁等,岐管和排气管件、车体构件:散热器支架、凸轮轴、仪表盘支梁和驱动轴,转向和 悬挂系统:控制臂和转向杆。

内高压水涨代工工业园占地约30亩,一期投资3000万元,项目建成后,预计前期年规模产值达8000万元,可提供300多个就业岗位,现拥有内高压设备生产线32条,华数机器人32台,其它配套精密设备100余台, 3500T大型内高压
| 注册号: | 91440605690527909T |
| 组织机构代码: | 69052790-9 |
| 税务登记证号: | 91440605690527909T |
| 法定代表人: | 周富强 |
| 经营状态: | 开业 |
| 成立日期: | 2009-07-07 |
| 营业期限: | 2009-07-07 至 无固定期限 |
| 年检日期: | 2018-04-20 |
| 注册资本: | 3,000万(元) |
| 企业类型: | 有限责任公司(自然人投资或控股) |
| 机构类型: | 企业法人 |
| 所属行业: | 液压动力机械及元件制造 |
| 行政区划: | 广东省 |
| 电话号码: | 8128**** |
| 登记机关: | 佛山市南海区市场监督管理局 |
| 所在地址: | 佛山市南海区狮山镇松岗工业园桃园东路33号(车间二) |
| 经营范围: | 研发内高压成型技术、机械软件开发;生产、销售:内高压成型数控装备、挤压成型数控装备、粉末冶金成型数控装备、液压机械及其配件、液压站、油缸、液压机械模具、五金制品、电子产品;销售:机械手、机械人、自动化生产线、冲床、罐装液压油。(佛山市企业投资准入负面清单中禁止类和限制类项目除外)(依法须经批准的项目,经相关部门批准后方可开展经营活动。)(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
免责声明:以上展示的"液压机响声大怎么修理 液压机可以生产什么"信息由广东思豪内高压科技有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,朵拉利品网对此不承担责任。
