螺旋测微器 螺旋测微器的正确用法?
2021-04-21 02:23:21
来源:朵拉利品网
2, 螺旋测微器读数方法
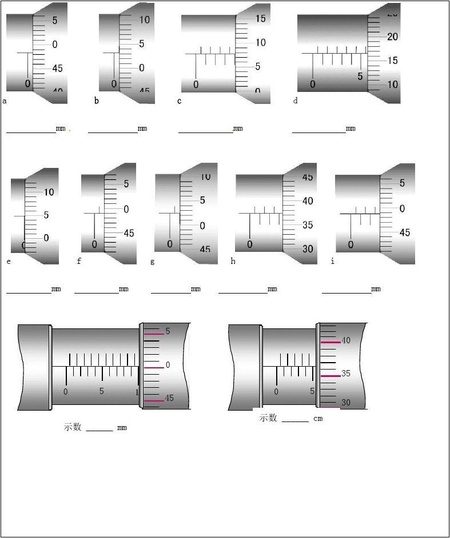
螺旋测微器的读数方法:在螺旋测微器的固定套筒上刻有轴向中线,作为微分筒读数的基准线。螺旋测微器的具体读数方法 可分为三步:1、读出固定套筒上露出的刻线尺寸,一定要注意不能遗漏应读出的0.5mm刻线值。一,螺旋测微器使用方法:(1)缓缓转动微调旋钮D′,使测杆(E)和测砧(A)接触,到棘轮发出声音为止,此时可动尺(活动套筒)上的零刻线应当和固定套筒上的基准线(长横线)对正,否则有零误差。(2)左手持尺架(C),右手转动粗调旋钮D使测杆E与测砧A间距稍大于被测物,放入被测物,转动保护旋钮D′到夹住被测物,直到棘轮发出声音为止,拨动固定旋钮B使测杆固定后读数。螺旋测微器是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。螺旋测微器的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或推后0.5/50=0.01mm。可见,可动刻度每一小分度表示0.01mm,所以螺旋测微器可准确到0.01mm。由于还能再估读一位,可读到毫米的千分位,故又名千分尺。参考资料:搜狗百科-螺旋测微仪
3, 物理螺旋测微器这个怎么读
根据图中的情况,得到的结果是0.484mm,其中0.004是估读。螺杆转动的整圈数由固定套管上间隔0.5mm的刻线去测量,不足一圈的部分由活动套管周边的刻线去测量,最终测量结果需要估读一位小数。读数方法1、先读固定刻度2、再读半刻度,若半刻度线已露出,记作 0.5mm;若半刻度线未露出,记作 0.0mm;3、再读可动刻度(注意估读)。记作 n*0.01mm;4、最终读数结果为固定刻度+半刻度+可动刻度+估读由于螺旋测微器的读数结果精确到以mm为单位千分位,故螺旋测微器又叫千分尺。参考资料:搜狗百科词条-螺旋测微器
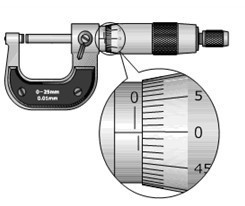
4, 螺旋测微器的使用方法,使用原理以及使用的注意事项
螺旋测微器的使用方法(1)使用螺旋测微器时,为了使每次测量均在被测物上施以相同的压力,以减少形变误差;也为了避免损坏精确的螺旋刻度,当顶针已将被测物轻轻夹住时,勿再旋转圆柱套筒,此时应旋转位于套简后的微调钮,听到三响“滴答”声后,读取数值即可。(2)测量物体氏度时,应轻轻转动螺旋柄后端的棘轮旋柄,推动螺旋杆,把待测物体央住。读数时,可从固定标尺上读出整数格数(每格0.5mm)。0.5mm以下的读数则由螺旋柄圆周上的刻度读出,估读到0.001mm位。(3)螺旋测微器读出数据的位数。由于螺旋测微器精确到0.01mm,且可估读,所以如果以mm为单位,最后读数中小数点后面一定要有3位小数,不够3位的,用零补齐。(4)螺旋测微器的零误差。当螺旋测微器的两小砧靠在一起时,如果尺的读数不为零,则此时的读数称为它的零误差。如图2-2-3所尔的零误差为正误差,即为0.024mm;如图2-2-4所尔的零误差为负误差,即为0.030mm。螺旋测微器的使用原理(1)螺旋测微器是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。(2)螺旋测微器的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或后退这0.5/50=0.01mm。可见,可动刻度每一小分度表示0.01mm,所以以螺旋测微器可准确到0.01mm。由于还能再估读一位,可读到毫米的千分位,故又名千分尺。螺旋测微器的注意事项(1)测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。(2)在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。(3)读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。(4)当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。螺旋测微器的分类1、游标读数外径千分尺用于普通的外径测量。2、小头外径千分尺适用于测量钟表精密零件。3、尖头外径千分尺它的结构特点是两测量面为45°椎体形的尖头。它适用于测量小沟槽,如钻头、直立铣刀、偶数槽丝锥的沟槽直径及钟表齿轮齿根圆直径尺寸等。4、壁厚千分尺特点是有球形测量面和平侧量面及特殊形状的尺架,适用于测量管材壁厚的外径千分尺。5、板厚千分尺板厚千分尺是指具有球形侧量面合平侧两面及特殊形状的尺架,适用于测量板材厚度的外径千分尺。6、带测微表头千分尺它的结构特点是,由测微头代替普通外径千分尺的固定测砧。用它对同一尺寸的工件进行分选检查很方便,而且示值比较稳定。测量范围有0-25mm、25-50mm、50-75mm和75-100mm四种。它主要用于尺寸比较测量。7、大平面侧头千分尺其测量面直径比较大(12、5mm),并可以更换,故测量面与被测工件间的压强较小。适用于测量弹性材料或软金属制件,如金属po箔片、橡胶和纸张等的厚度尺寸。8、大尺寸千分尺其特点是可跟换测砧或可调整测杠,这对减少千分尺数量、扩大千分尺的使用范围是有好处的。9、翻字式读数外径千分尺在微分筒上开有小窗口,显示0、1mm读数。10、电子数字显示式外径千分尺是指利用电子测量、数字显示及螺旋副原理对尺架上两测量面间分隔的距离进行读数的外径千分尺。
5, 螺旋测微器的精确度是多少?

螺旋测微器的读数结果精确到以mm为单位千分位。螺旋测微器的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm;因此旋转每个小分度,相当于测微螺杆前进或推后0.5/50=0.01mm。可见,可动刻度每一小分度表示0.01mm,所以螺旋测微器可准确到0.01mm。还能再估读一位,可读到毫米的千分位,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。注意事项:测量时,注意要在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。参考资料来源:搜狗百科——螺旋测微器
名词解释
刻度
刻度是量具和仪表等上面所刻或画的表示量值大小的记号和这些记号的总称。
mm
MM(美眉)此词的缩写最早出现在BBS上,当时因为电脑的储存空间和网络传输带宽极其有限而出现了很多汉字词组的缩写。
测微器
安装在望远镜上的一种附件,用来测量微小的角距,以提高观测精度。1638年前后,英国天文学家加斯科因首先将测微器用在天文望远镜上。它的主要部分是一个称为测微盒的金属匣子,借金属筒插入望远镜筒内,和望远镜固连在一起。在测微盒的框架上装有一定数量的水平丝和垂直丝组成的丝网,称定丝。盒内还有一个可移动的框架,框架上装有几条动丝。用精密螺旋推动框架,框架一侧装有弹簧,以消除螺纹的空回。在测微盒外装接目镜。在螺旋外侧连有测微轮,轮上刻有分度线。由分度线对应的位置,可知道螺旋转动的周数和周的小数。测微轮上每一分度值相应于动丝在视场中某一固定位置。在测时工作中使用的测微器,常在测微轮上再加一个玛瑙圆环。环上每隔一定间距,都嵌有金属接触片。当转动测微轮时,这些接触片就会相继和一固定的金属弹片接触,通过电路和记录仪器接通。这种测微器又称接触测微器。它被广泛应用在天体的定位以及双星相对位置和行星直径的测量中。
相关推荐
弹簧测力计估读原则 弹簧测力计要估读吗?求专业解答
相关资讯
最新资讯
相关企业