轴承套加工工艺 轴承套机械加工工艺过程卡?要详细!
2021-04-09 02:13:47
来源:朵拉利品网
1, 轴承套机械加工工艺过程卡?要详细!
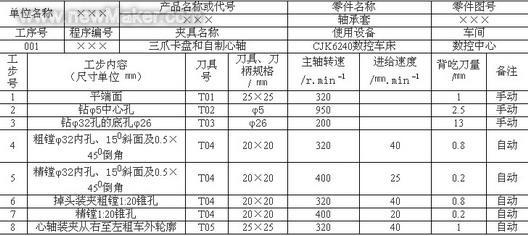
一、下料,棒料选择φ40的毛坯料,粗车,基准圆面,掉头夹持。二、粗车:车外圆φ34 js7,留余量0.3-0.4MM,端面40,留余量0.5MM,车其余各外圆端面成活,三,精加工,外圆刀到位φ34 js7,留余量0.1mm,外径分厘卡量测量,端面40.00,卡尺测量四,孔φ22H7用21.6钻头钻孔,粗镗孔刀粗加工,留余量0.5,mm五,后用精镗刀,镗孔到位,φ22H7,用内径分厘卡测量。六、磨:外圆φ34js7保证粗糙度ra,端面磨40.00MM七、划线位置线,钻φ4孔到位。
2, 轴承套机械加工工艺过程卡?要详细!
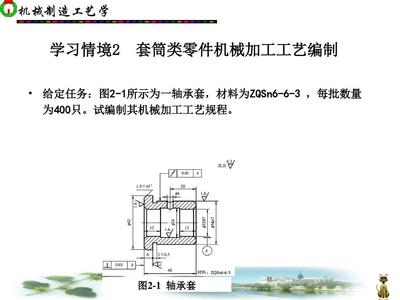
轴承的类型、尺寸和精度不同,其套圈的磨削工艺过程也不一样,但基本加工工艺差别不大,外圈磨削工艺一般都是磨端面、磨外径(多次循环)、磨外沟(滚)道、超精外沟(滚)道,内圈磨削工艺为磨端面、磨内外径、磨内径、磨内沟(滚)道、超精内沟(滚)道,实际生产过程中,要根据留量的大小,决定是否采用粗、精二次磨削,从而来达到产品的技术要求。1. 小型、中小型球轴承套圈磨加工工艺外圈:磨双端面—粗磨外径—细磨外径—终磨外径—自动上料—磨外沟—退磁—自动提升—超精外沟道—自动排料—修磨外径 内圈:磨双端面—磨内外径—自动上料—磨内沟—退磁—自动提升—磨内径—退磁清洗—内径检测—自动提升—超精内沟道—自动排料2. 中大型球轴承磨超自动线加工工艺外圈:自动上料—粗磨外沟—退磁—自动提升—精磨外沟—退磁—自动提升—超精外沟道 内圈:自动上料—粗磨内沟—退磁—自动提升—精磨内沟—退磁—自动提升—粗磨内径—退磁—自动提升—精磨内径—退磁清洗—内径检测—自动提升—超精内沟道3. 中小型圆锥滚子轴承磨超自动线加工工艺外圈:不等速磨双端面—粗磨外径—细磨外径—终磨外径—自动上料—粗磨外滚道—退磁—自动提升—精磨外滚道—退磁—自动提升—超精外滚道—自动排料 内圈:不等速磨双端面—自动上料—粗磨内滚道—退磁—自动提升—精磨内滚道—退磁—自动提升—磨内径—退磁清洗—内径检测—自动提升—磨挡边—退磁—自动提升—超精内滚道—自动排料
名词解释
端面
端面指圆柱形工件两端的平面。经常用于描述机械加工中零件的特定平面,多见于齿轮,机床等机械机构。
MM
MM(美眉)此词的缩写最早出现在BBS上,当时因为电脑的储存空间和网络传输带宽极其有限而出现了很多汉字词组的缩写。
相关推荐
轴承套加工工序卡片 轴承套机械加工工艺过程卡?要详细!
传动轴机械加工工艺过程设计 传动轴加工工艺过程
轴承滚动体加工方法 滚珠轴承的维修方法
高档意思还可以怎么说 高端
自动泊车 自动挡档位图解
8个的盘圆和8个的盘螺的区别 全球化的定义 铸铁球化工艺
家居建材公司经营范围 家具营业执照经营范围!
小型膨化食品机械设备 小型玉米膨化机使用方法
相关资讯
最新资讯
相关企业