冲压模具间隙表 冲压模具间隙怎么算
2021-03-26 03:27:30
来源:朵拉利品网
1, 冲压模具间隙怎么算
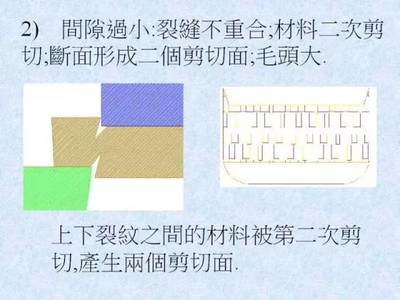
冲压模具间隙算法:冲压模具间隙,要根据板材的厚度,材料的型号等来确定。 大部分铁板材料T=0.5mm-3mm都采用%16来计算,意思就是板材的厚度*%16,这个很通用。 软料:铜,铁,铝,0以下用单+4%。0以上到3。0用单+5%T,0以上用单+7%T, 硬料:不锈钢,含碳量高的钢1。0以下用单+5% 0以上到3。0用单+6%T,记得乘以料厚。冲裁间隙一般采用切纸试冲和厚薄规测量的方法,或者看产品的光亮带跟毛边 折弯一般塞垫片或厚薄规。冲压模具寿命受各种因素的综合影响,间隙是影响冲压模具寿命诸因素中最主要的因素之一。冲压过程中,凸模与被冲的孔之间,凹模与落料件之间均有摩擦,而且间隙越小,冲压模具作用的压应力越大,摩擦也越严重。所以过小的间隙对冲压模具寿命极为不利。 而较大的间隙可使凸模侧面及材料间的摩擦减小,并减缓间隙由于受到制造和装配精度的限制,出现间隙不均匀的不利影响,从而提高冲压模具寿命。
2, 冲床模具间隙怎么计算
1. 冲压模具间隙,要根据板材的厚度,材料的型号等来确定。 大部分铁板材料T=0.5mm-3mm都采用16%来计算,意思就是板材的厚度16%,这个很通用。2. 冲裁间隙一般采用切纸试冲和厚薄规测量的方法,或者看产品的光亮带跟毛边 ,折弯一般塞垫片或厚薄规。3. 看材料厚度。 材料越软,间隙越小。 冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲床冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。防护板是防止手指或异物进入冲模危险区域的板状零件。压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。压料筋是拉延模或拉深模中用以控制材料流动的筋状突起,压料筋可以是凹模或压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。压料槛是断面呈矩形的压料筋特称。参阅“压料筋”。承料板是用于接长凹模上平面,承托冲压材料的板状零件。连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。参考资料:搜狗百科-冲压模具
名词解释
零件
零件(读音líng jìan),是指用来装配成机器的单个制件。
冲模
目前,聚氨酯橡胶冲模,钢皮冲模,薄板冲模、低熔点合金冲模、锌合金冲模及组合冲模等多种结构形式。
相关推荐
供货商和供应商 供货商平台·首页
上海超声波公司 上海哪家超声波做的最好
冲压速度对模具的影响 冲床速度对模具折弯角度有何不同
滚动轴承的轴向定位 轴承的轴向定位及几种定位方法
液压劈木机使用说明书 什么是劈木机
临汾领导班子 窑变天目釉茶杯有毒吗
气动送料器送料不准 空气送料机送料不准如何解决?
二本电力大学 中兴电力蓬莱电厂待遇 Φ8 开原十大景区
相关资讯
相关产品
- 艺术压模地坪 彩色混凝土 广东压模地坪材料厂家 压花地坪
- 混凝土压模地坪-南京艺术压花地坪供应商-湖北压模地坪材料供应商
- 大足 生态压模砼地坪 压模地坪强化料 压模地坪脱模粉 生态压模砼地坪 印花混凝土 艺术地坪 压印路面 人行道水泥压花
- 濮阳艺术压模,艺术压花地坪
- 南通艺术地坪/水泥压模地坪/压花地坪
- 盼石压模地坪,压花地坪,艺术地坪
- 供应品石PS-021彩色压模地坪(经济型)/陕西PS-021压模艺术地坪
- 智能调压模块DTY-H220D60单相智能调压模块40A380V散热器
- 德科干式变压器模具SCB11-800/10高压模具 外模304不锈钢 干式变压器 干式变压器全铜 变压器厂家
- 定州彩色压模地坪厂家 人行道压模地坪材料价格
最新资讯
相关企业