纯铜焊接应采用什么火焰 铜管焊接时火焰角度?
2020-10-11 08:44:28
来源:朵拉利品网
1, 铜管焊接时火焰角度?
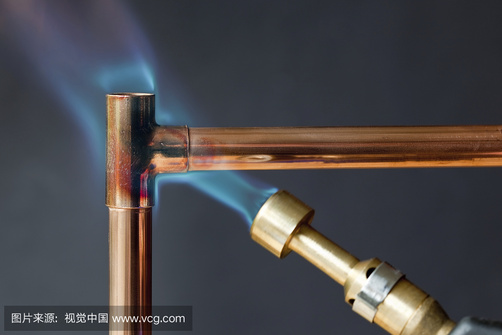
1、铜管的焊接焊炬火焰要调成中性焰。2、因为铜管的熔点低,焊接铜管一般使用较小的焊炬和小号的焊嘴。焊炬嘴孔直径决定了火焰焰心的直径,而混合气的流速,则决定了焰芯的长度。中性焰的火焰分3层,焰芯呈尖锥形,色白而明亮,内焰为蓝白色,外焰由里向外逐渐由淡紫色变成为橙色和蓝色,焰心温度可达到3000~3500℃左右。调低氧气的压力,可以降低火焰温度。3、焊接时焊接火焰集中在焊点的时间要短,当铜管受热至紫红色时,移开火焰后将粘有助剂的焊条靠在焊口处,使焊条熔化后熔合于焊接的铜件中,受热后的温度可通过颜色来反映温度的高低,暗红色:600℃左右;深红色:700℃左右;橘红色:1000℃左右。4、紫铜管的焊接采用钎焊,焊条可采用s201,助焊剂为硼砂,焊条的规格应根据焊接件的大小来决定。
2, 铜与铜如何焊接用什么悍丝

具体如下:一、空调铜管的熔焊1、电阻熔焊。适用于空调中的外机连接管中的铜铝管的焊接。无需焊丝;2、超声波焊接。适用于空调中的工艺管封口。无需焊丝;3、氩弧焊接。其焊接主要工艺如下:1)焊前对待焊区域及焊丝表面的氧化物、油污等杂质去除;2)对对接接头:厚度小于3mm的,不开坡口;3-10mm的,开V型坡口,坡口角度60-70°;板厚大于10mm的,开X型坡口,坡口角度60-70°;3)对接接头的间隙通常选为:0.5—1.5mm;4)紫铜手工氩弧焊时,采用丝201和202焊丝,也可采用T2(紫铜)焊丝。5)焊前需对待焊处进行预热:厚度小于3mm的,预热温度为150-300°C;大于3mm的,预热温度为350-500°C;6)紫铜手工氩弧焊时,通常采用直流正极,即钨接负极。二、铜管的钎焊1、火焰钎焊。主要应用场合为:空调中的吸排气管、换热器组件等铜管的钎焊。所用钎料为铜磷钎料或铜磷银钎料;2、感应钎焊。主要应用场合为:黄铜分配器组件、黄铜管接头组件和铜钢组件等异种材质的钎焊。所用钎料为铜磷钎料或铜磷银钎料;3、等离子焰钎焊,用于管路的封口。所用钎料为铜磷钎料或铜磷银钎料;4、氢氧焰钎焊,用于小型管路件的钎焊。所用钎料为铜磷钎料或铜磷银钎料。铜是人类最早使用的金属。早在史前时代,人们就开始采掘露天铜矿,并用获取的铜制造武器、式具和其他器皿,铜的使用对早期人类文明的进步影响深远。铜是一种存在于地壳和海洋中的金属。铜在地壳中的含量约为0.01%,在个别铜矿床中,铜的含量可以达到3%~5%。自然界中的铜,多数以化合物即铜矿物存在。铜矿物与其他矿物聚合成铜矿石,开采出来的铜矿石,经过选矿而成为含铜品位较高的铜精矿。是唯一的能大量天然产出的金属。也存在于各种矿石(例如黄铜矿、辉铜矿、斑铜矿、赤铜矿和孔雀石)中,能以单质金属状态及黄铜、青铜和其他合金的形态用于工业、工程技术和工艺上。参考资料来源:搜狗百科-铜
名词解释
钎焊
钎焊,是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。根据钎料熔点的不同,钎焊又分为硬钎焊和软钎焊。 钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件,如蜂窝结构板、透平叶片、硬质合金刀具和印刷电路板等。钎焊前对工件必须进行细致加工和严格清洗,除去油污和过厚的氧化膜,保证接口装配间隙。间隙一般要求在 0.01~0.1毫米之间。 较之熔焊,钎焊时母材不熔化,仅钎料熔化; 较之压焊,钎焊时不对焊件施加压力。 钎焊形成的焊缝称为钎缝。 钎焊所用的填充金属称为钎料。 钎焊过程:表面清洗好的工件以搭接型式装配在一起,把钎料放在接头间隙附近或接头间隙之间。当工件与钎料被加热到稍高于钎料熔点温度后,钎料熔化(工件未熔化),并借助毛细作用被吸入和充满固态工件间隙之间,液态钎料与工件金属相互扩散溶解,冷凝后即形成钎焊接头。
焊丝
焊丝是作为填充金属或同时作为导电用的金属丝焊接材料,包括碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢焊丝和有色金属焊丝等。焊丝表面不涂防氧化作用的焊剂,在气焊和钨极气体保护电弧焊时,用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,既是填充金属,也是导电电极。
坡口
根据设计或工艺需要,在焊件待焊部位加工并装配成的一定几何形状的沟槽,称为坡口。
相关推荐
接地装置安装规范 接地装置安装的验收规范是什么
相关资讯
最新资讯
相关企业