电焊焊接电流对照表 电焊焊条各种规格/型号对应的电流是多少
2020-06-17 14:22:00
来源:朵拉利品网
1, 电焊焊条各种规格/型号对应的电流是多少

电焊焊条各种规格/型号对应的电流如下表所示:(1)保护电弧与熔池。药皮比焊芯熔化慢,形成一个套筒,保护金属熔滴顺利地向熔池过渡;同时药皮放出气体和形成熔渣,保护电弧及熔池免受空气的有害作用。熔渣覆盖于熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。(2)冶金处理。通过冶金反应直到脱氧、脱硫、脱磷等去除杂质作用,同时还对焊缝金属起合金化作用。(3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大熔深,保证焊缝成形等。(4)满足某些专用焊条的特殊功能。如铁粉焊条药皮内含较多的铁粉,增加了焊条的熔敷系数,提高了焊接生产率。扩展资料:焊条通常用型号和牌号来反映其主要性能特点及类别:1、焊条型号是以焊条国家标准为依据、反映焊条主要特性的一种表示方法。2、焊条牌号是根据焊条的主要用途及性能特点,对焊条产品的具体命名。由焊条厂家制定。3、我国焊条行业采用统一牌号:属于同一药皮类型、符合相同焊条型号、性能相似的产品统一命名为一个牌号。如J422、J507。4、注意:不管是焊条厂自定的牌号,还是全国焊接材料行业统一牌号,都必须在产品样本或标签、质量证明书上注明该产品是“符合国标”、“相当国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。每种焊条产品只有一个牌号,但多种牌号焊条可同时对应一个型号。 如:牌号J507RH和J507R,型号均为E5015-G。参考资料:百度百科——焊条型号
3, 电焊一般电流多少

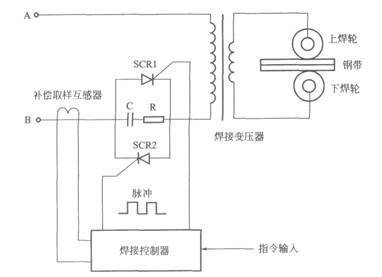
电焊机的电压及电流:正规电焊机都有电流调节器,大约在50到600A之间。输出电压分空载和工作电压,空载电压是指电焊机在不工作时的电压,大约在50V-70V之间,电压高了便于引燃电弧。工作电压是指引燃电弧以后正常焊接时的电压,这个电压大约在30V左右。 电流的大小跟需要焊接的工件有关,工件厚度大,需要的电流也大,反之越小。同时电流大了便于引燃电弧,如果工件厚度较小,调节的电流较大,则工件容易焊穿。电焊机的工作原理:普通电焊机的工作原理和变压器相似,是一个降压变压器。在次级线圈的两端是被焊接工件和焊条,引燃电弧,在电弧的高温中产生热源将工件的缝隙和焊条熔接。电焊变压器有自身的特点,就是具有电压急剧下降的特性。在焊条引燃后电压下降;在焊条被粘连短路时,电压也是急剧下降。这种现象产生的原因,是电焊变压器的铁芯特性产生的。电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯的进入多少,就分流磁路,进入越多,焊接电压越低。
4, 焊接技术的焊接电流公式怎么算 ?
焊接电流大小的选择和一下因素有比较大的关系:1、焊条直径,直径越大焊接电流应该越大,否则反之;2、工件大小,钢板厚薄,厚钢板大构件焊接电流要大,否则反之;3、焊接工艺的要求,包括焊条的某些特性也会影响焊接电流的选择,如不锈钢焊条,由于其电阻大,电流选择大了以后,焊接时焊条容易发红,导致药皮脱落;高强度合金钢一般而言淬火倾向比较大,通常希望焊接电流选择小些,减少线能量;4、焊缝位置,一般可以分为俯焊、立焊、仰焊,焊接电流的选择依次减小;5、如果是手工电弧焊,和技工的操作习惯有一定关系。焊条电弧焊电流、电压与材质、焊接材料(焊条)、焊条直径、焊接位置等有关。一般情况下:J426,J507等碱性低氢型焊条,直径4mm,I=160~190A左右,V=24~26V左右,用于板板对接平焊。A102,A002等奥氏体不锈钢焊条,直径4mm,I=140~160A左右,V=24~26V左右,用于板板对接平焊。其他直径的根据情况可适当增减,其他位置焊接也需适当调节。
5, 电焊机怎么焊接,电流调多少?

一、电焊机安全操作流程及使用方法:1、电焊机作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。2、电焊机启动前,电焊机市场调研报告指出,应先接通控制线路的转向开关和焊接电流的小开关,调整好极数,再接通水源、气源,最后接通电源3、电焊机通电后,应检查电气设备、操作机构、冷却系统、气路系统及机体外壳有无漏电现象。电极触头应保持光洁。有漏电时,应立即更换。4、电焊机作业时,气路、水冷系统应畅通。气体应保持干燥。排水温度不得超过40℃,排水量可根据气温调节。二、电流调节范围:电流不小于220A。三、电焊机基本简介:电焊机是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。电焊机(electric welding machine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等。
6, 电焊电流的关系
首先说电焊电流电焊电流主要影响焊接熔池深度,电压影响熔池宽度。焊缝一般要求全焊透,所以一般都以大电流小电压的方式焊接来保证接头性能。AC一般比较适合酸性焊条的使用,DC则比较适合碱性焊条,电弧的稳定性一般上网直流强于交流,但交流电易于输送 改变和设备运行,所以AC和DC各有优缺,根据实际情况选择,一般钢铁类用的是AC,铝合金用的是DC。焊材如果焊条长时间不用,在使用时最好先在炉中烘干,酸性150℃左右烘干3~4小时,碱性350℃左右烘干3~4小时,所使用焊条成分主要是根据母材成分进行选择,希望对你有帮助。
7, 焊接电流,电压一般多少
电焊机的电压及电流:正规电焊机都有电流调节器,大约在50到600A之间。输出电压分空载和工作电压,空载电压是指电焊机在不工作时的电压,大约在50V-70V之间,电压高了便于引燃电弧。工作电压是指引燃电弧以后正常焊接时的电压,这个电压大约在30V左右。 电流的大小跟需要焊接的工件有关,工件厚度大,需要的电流也大,反之越小。同时电流大了便于引燃电弧,如果工件厚度较小,调节的电流较大,则工件容易焊穿。电焊机的工作原理:普通电焊机的工作原理和变压器相似,是一个降压变压器。在次级线圈的两端是被焊接工件和焊条,引燃电弧,在电弧的高温中产生热源将工件的缝隙和焊条熔接。电焊变压器有自身的特点,就是具有电压急剧下降的特性。在焊条引燃后电压下降;在焊条被粘连短路时,电压也是急剧下降。这种现象产生的原因,是电焊变压器的铁芯特性产生的。电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯的进入多少,就分流磁路,进入越多,焊接电压越低。
名词解释
焊条
焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。根据不同情况,电焊条有不同的分类,而按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,如超低氢焊条、低尘低毒焊条、立向下焊条、躺焊焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等。
焊接
焊接,,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的: 1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。 2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。 3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。 现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
电流
科学上把单位时间里通过导体任一横截面的电量叫做电流强度,简称电流。通常用字母 I表示,它的单位是安培(安德烈·玛丽·安培,1775年—1836年,法国物理学家、化学家,在电磁作用方面的研究成就卓著,对数学和物理也有贡献。电流的国际单位安培即以其姓氏命名),简称“安”,符号 “A”,也是指电荷在导体中的定向移动。 导体中的自由电荷在电场力的作用下做有规则的定向运动就形成了 电流。 电源的电动势形成了电压,继而产生了电场力,在电场力的作用下,处于电微安(μA)1A=1 000mA=1 000 000μA,电学上规定:正电荷定向流动的方向为电流方向。金属导体中电流微观表达式I=nesv,n为单位体积内自由电子数,e为电子的电荷量,s为导体横截面积,v为电荷速度。 大自然有很多种承载电荷的载子,例如,导电体内可移动的电子、电解液内的离子、等离子体内的电子和离子、强子内的夸克。这些载子的移动,形成了电流。
- 上一篇 电焊和气焊的温度 气焊的温度大约是多少
- 下一篇 电焊口诀 电焊有什么口诀?
相关资讯
最新资讯
相关企业