精益生产线平衡率 如何实现精益生产线平衡的三个要点
2020-06-06 02:23:06
来源:朵拉利品网
1, 如何实现精益生产线平衡的三个要点
1,。明确这条线的takt time,即客户需求的结拍时间2. 挨个确认每个工位的cycle time,即每件产品在本工位的加工时间3. 做出整个线的工位节拍时间图,计算平衡率,找出瓶颈的几个工位4.根据瓶颈工位的状态和节拍时间的要求,分解和调整相关工序的作业时间,使得各工序都要略低于节拍时间的要求并尽量平衡,从而使产线平衡得到改善。5.产线的平衡率不同行业要求不同,一般在85%到90%是比较好的水平。
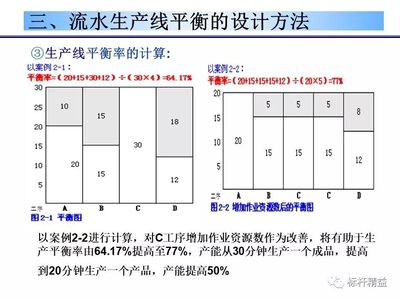
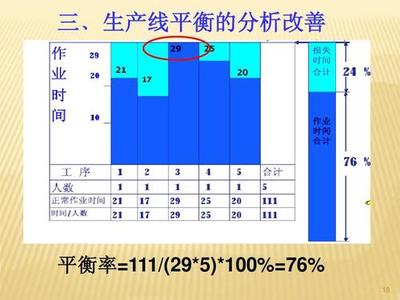
2, 如何计算生产线平衡率
生产线平衡率=工位时间和/(瓶颈工序时间*工序数)。生产线的生产效率由瓶颈工序时间所决定,瓶颈工序时间越长效率就越低,在计算平衡率前需要计算瓶颈工序与工位数乘积。1、生产线的平衡计算公式平衡率=(各工序时间总和/(工站数*瓶颈工序时间))*100%=(∑ti/(工站数*CT))*100%2、生产线的平衡损失率计算公式平衡损失率=1-(各工序时间总和/(工站数*Takt 时间))过程简介生产线平衡问题是一个与设施规划相牵连的问题。一个工作站要完成的工作总量与分配到该工作站的基本工作单元总数是一致的。生产线平衡问题就是将所有基本工作单元分派各个工作站,以使每个工作站在节拍(即相邻两产品通过装配线尾端的间隔时间)内都处于繁忙状态,完成最多的操作量,从而使各工作站的未工作时间(闲置时间)最少。这个问题被产品设计和过程技术中所规定的各基本工作单元的关系弄得复杂了(是否应删除)。各基本工作单元的这种关系称为作业先后关系,它决定了装配过程中操作完成的先后次序。参考资料来源:搜狗百科-生产线平衡
3, 生产线平衡率是如何计算的?
一、2#和5#工作员工相同(节拍可以拆分):节拍:1# 20/1=20秒;2# 50/2=25秒;3# 25/1=25秒;4# 25/1=25秒;5# 30/2=15秒;平衡率:(20+25+25+25+15)/(25*7)=0.6286二、2#和5#工作员工不相同(节拍不能拆分)节拍:1# 20/1=20秒;2# 50=50秒;3# 25/1=25秒;4# 25/1=25秒;5# 30=30秒;平衡率:(20+50+25+25+30)/(50*7)=0.4286——改善方法:1、增加“分子”:将过快的生产工序速度放慢,大家达到一个相似的节拍;2、降低“分母”:提高瓶颈工序的生产速度,降低工时,从而达到一个新的平衡率。——建议:生产关注的是产量和质量,还有就是人员的成本!建议你从以上3个方面进行考虑。“平衡率”啥的意义不大!!除非是做给老板看!!有意义!!
名词解释
工序
工序是指一个 (或一组) 工人在一个工作地对一个 (或几个) 劳动对象连续进行生产活动的综合,是组成生产过程的基本单位。根据性质和任务的不同,可分为工艺工序、检验工序、运输工序等。各个工序,按加工工艺过程,可细分为各个工步;按其劳动过程,可细分为若干操作。划分工序所制约的因素有: 生产工艺及设备的特点,生产技术的具体要求,劳动分工和劳动生产率能提供的条件。
平衡
平衡(拼音:píng héng),通常指衡器两端承受的重量相等等意思。
生产线
生产线是以一定类型的零件组为对象组织的一种多品种生产组织形式。它拥有为完成这几种同类零件的加工任务所必需的机器设备,这些设备和工作地是按生产线上多数零件或者主要零件的工艺路线和工序劳动量比例来排列和配置的。生产线不象流水线那样严格按节拍进行生产,不能大量采用专用高效设备和工具,不能保证工艺过程的高度连续性,但是它有较大的灵活性,能适应多品种生产的需要。
相关产品
最新资讯
相关企业