螺纹深度与底孔深度 螺纹深度与螺纹底孔深度是什么关系,有标准吗
2020-05-25 12:24:22
来源:朵拉利品网
1, 螺纹深度与螺纹底孔深度是什么关系,有标准吗
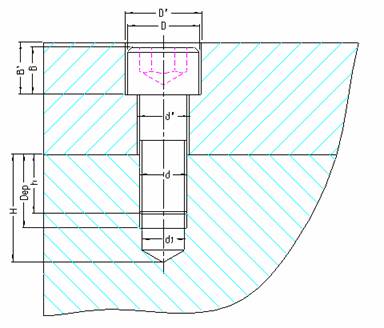
孔深应该指的的螺纹的底孔深度,螺纹深度一般是指的螺纹的有效距离。通常情况下螺纹底孔深度都是比螺纹的有效长度要大的,因为在螺纹加工过程中存在一个让刀的距离。bm+d就是底孔深度,bm+0.5d便是螺纹的有效距离。bm是旋合长度。底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。底孔不一定是钻出来的也可以是其他方法加工的如:冲·压铸等。若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。底孔如果是沉孔还需考虑攻丝排削影响。按滚压模具的不同,螺纹滚压可分搓丝和滚丝两类。搓丝两块带螺纹牙形的搓丝板错开 1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹。滚丝有径向滚丝﹑切向滚丝和滚压头滚丝 3种。径向滚丝﹕2个(或3个)带螺纹牙形的滚丝轮安装在互相平行的轴上,工件放在两轮之间的支承上,两轮同向等速旋转,其中一轮还作径向进给运动。工件在滚丝轮带动下旋转,表面受径向挤压形成螺纹。对某些精度要求不高的丝杠,也可采用类似的方法滚压成形。切向滚丝﹕又称行星式滚丝,滚压工具由1个旋转的中央滚丝轮和3块固定的弧形丝板组成。滚丝时,工件可以连续送进,故生产率比搓丝和径向滚丝高。滚丝头滚丝﹕在自动车床上进行,一般用于加工工件上的短螺纹。滚压头中有3~4个均布于工件外周的滚丝轮。滚丝时,工件旋转,滚压头轴向进给,将工件滚压出螺纹。参考资料来源:百度百科-螺纹参考资料来源:百度百科-底孔
2, 内螺纹螺孔深度,钻孔深度是指?????!!!~~~~

钻孔深度就是一直到圆锥形的尖部,螺纹深度是到螺纹终止线。“不穿通的螺孔”以及不穿通光孔,术语叫做盲孔。一般钻孔深度(螺纹底孔)比螺纹孔深4到6毫米(前提是不能与内腔打通,防止可能的泄漏)。钻孔深度是为了攻丝时,保证螺纹的有效深度,而丝锥不会“触底”受损。普通螺纹的螺纹深度H=0.866P,P为螺纹的螺距。在GB196–81中规定了H、d1、d2的计算方法,分别如下:H=0.866Pd2=d–0.6495Pd1=d–1.0825P螺纹的测量方法1、螺纹夹角的测量螺纹夹角也叫牙型角。螺纹夹角的测量可通过测量侧面角来实现,螺纹侧面角是螺纹侧面与螺纹轴线的垂直面之间的夹角。螺纹牙的近似轮廓在螺纹两侧直线段采样,对采样点进行直线最小二乘拟合。2、螺距的测量螺距是指螺纹上某一点至相邻螺纹牙上对应点之间的距离。测量时必须平行于螺纹轴线。3、螺纹中径的测量螺纹中径是中径线沿垂直于轴线距离,中径线是一个假想的线。参考资料:百度百科-螺纹
3, 螺纹深度与钻孔深度是什么啊,怎么看(算)还是查啊?
M10的丝深20mm,钻头打底孔深是27mm,攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公称直径d ,通孔拧入深度h ,盲孔拧入深度H ,攻丝深度H1,3,8,6,7.4,10,8,10.5,12,10,12.6,15,12,15.8,20,26,18.10,24,20,23.12,28,24,27.16,36,32,36.20,45,40,45.24,55,48,54.30,70,60,67.36,80,72,80.42,95,85,94.
名词解释
螺纹
螺纹是由线型组成的图形,它的种类很多。最直观的就是在圆柱或者圆锥母体表面上制出的螺旋线形的具有特定截面的凸出部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹,三角形螺纹主要用于联接,矩形、梯形和锯齿形螺纹主要用于传动;按螺旋线方向分为左旋螺纹和右旋螺纹,一般用右旋螺纹;按螺旋线的数量分为单线螺纹、双线螺纹及多线螺纹;联接用的多为单线,传动用的采用双线或多线;按牙的大小分为粗牙螺纹和细牙螺纹等,按使用场合和功能不同,可分为紧固螺纹、管螺纹、传动螺纹、专用螺纹等。
- 上一篇 螺纹深度规格 螺纹的深度是怎么算的?
- 下一篇 螺纹深度怎么测量 螺纹深度怎么计算?
相关资讯
最新资讯
相关企业