fu7推挽成品pcd电路板 fu7推挽胆机电路加继电器延时电路怎么加?
2020-05-13 00:25:15
来源:朵拉利品网
1, fu7推挽胆机电路加继电器延时电路怎么加?
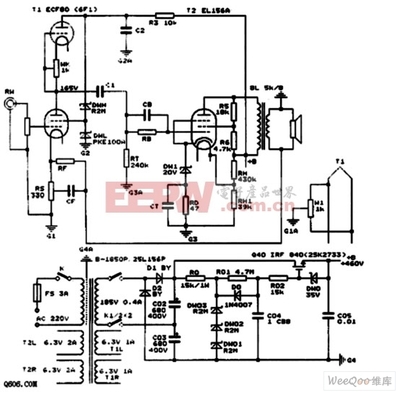
在回答你这个问题之前,须2个前提条件,即:磁芯的工作频率与输出功率。1、一般来讲EE55的磁芯,工作频率可在20k-100k之间时,其传输的功率是不一样的,功率不一样,线圈的直径也就不一样了,因此,你得确定打算输出多少功率。下面给见常用“磁芯与功率传输的关系表”,供以后设计中使用。磁芯规格 传输功率 工作频率 磁芯规格 传输功率 工作频率 EER7.5/5 ≥1.0W 20~200kHz EER9.5/5 ≥1.1W 20~200kHz EFD15 ≥13W 20~200kHz EFD20 ≥16W 20~200kHz EFD30 ≥42W 20~200kHz EE70 ≥600W 20~100kHz EE58 ≥480W 20~100kHz EE55 ≥400W 20~100kHz EE47 ≥230W 20~100kHz EE42 ≥200W 20~100kHz EE40 ≥170W 20~100kHz EE35 ≥145W 20~100kHz EE30 ≥127W 20~100kHz EE28 ≥120W 20~100kHz EE25 ≥80W 20~100kHz EE22 ≥33W 20~100kHz EE19 ≥24W 20~100kHz EEC59 ≥36W 10~100kHz EEC54 ≥300W 10~100kHz EEC49 ≥240W 10~100kHz EEC42 ≥198W 10~100kHz EEC40 ≥175W 10~100kHz EEC35 ≥158W 10~100kHz 2、假设我们设定磁芯工作频率为20k,输出功率为300W,我们可以得知电池的输出电流则为I= P/V=300/12=25A 逆变效率暂定90%,则电池测直流电流为25/0.9=27.8A,约为28A;查“漆包线线径与电流的关系表”即可得知初级需要多大的线径,查得约2..035mm2,但考虑高频的趋肤效应,正确的做法是采用多股绞合线,可采取0.25的10股绞合线作为初级线圈。同理可计算出次级线圈的线径。3、关于初、次级的圈数,我这里计算出来的结果是:初级:8T,次级62T,因电路结构、不同厂家的磁芯或者驱动芯片不同,可做适当调整。驱动芯片可采用494、3525等。4、做出样机后,适当调试,再增减一下次级线圈即可满足你的需要。最后祝你成功!QQ:1760938240
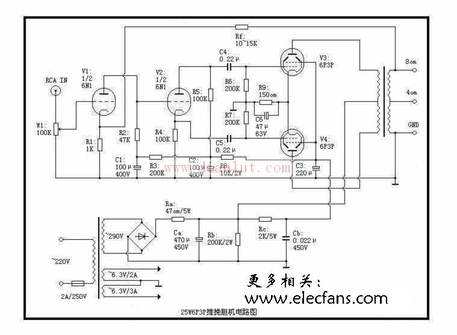
2, fu7推挽输出绕制
真的好多!给你说几条把焊接线路板焊接机理采用锡铅焊料进行焊接的称为锡铅焊,简称锡焊,其机理是:在锡焊的过程中将焊料、焊件与铜箔在焊接热的作用下,焊件与铜箔不熔化,焊料熔化并湿润焊接面,依靠焊件、铜箔两者问原子分子的移动,从而引起金属之间的扩散形成在铜箔与焊件之间的金属合金层,并使铜箔与焊件连接在一起,就得到牢固可靠的焊接点,以上过程为相互间的物理一化学作用过程。线路板焊接特点焊料熔点低于焊件。焊接时将焊料与焊件共同加热到焊接温度,焊料熔化而焊件不熔化。焊接的形成依靠熔化状态的焊料浸润焊接面,从而产生冶金、化学反应形成结合层,实现焊件的结合。铅锡焊料熔点低于200℃,适合半导体等电子材料的连接。只需简单的加热工具和材料即可加工,投资少。焊点有足够强度和电气性能。锡焊过程可逆,易于拆焊。线路板锡接条件一、焊件具有可焊性锡焊的质量主要取决于焊料润湿焊件表面的能力,即两种金属材料的可润性即可焊性。如果焊件的可焊性差,就不可能焊出合格的焊点。可焊性是指焊件与焊锡在适当的温度和焊剂的作用下,形成良好结合的性能。不是所有的材料都可以用锡焊实现连接的,只有部分金属有较好可焊性,一般铜及其合金、金、银、锌、镍等具有较好可焊性,而铝、不锈钢、铸铁等可焊性很差。一般需要特殊焊剂及方法才能锡焊。二、焊件表面应清洁为了使焊锡和焊件达到良好的结合,焊件表面一定要保持清洁。即使是可焊性良好的焊件,如果焊件表面存在氧化层、灰尘和油污。在焊接前务必清除干净,否则影响焊件周围合金层的形成,从而无法保证焊接质量。三、合适助焊剂助焊剂的种类很多,其效果也不一样,使用时应根据不同的焊接工艺、焊件的材料来选择不同的助焊剂。助焊剂用量过多,助焊剂残余的副作用也会随之增加。助焊剂用量太少,助焊作用则较差。焊接电子产品使用的助焊剂通常采用松香助焊剂。松香助焊剂无腐蚀,除去氧化、增强焊锡的流动性,有助于湿润焊面,使焊点光亮美观。四、合适焊接温度热能是进行焊接不可缺少的条件。在锡焊时,热能的作用是使焊锡向元件扩散并使焊件温度上升到合适的焊接温度,以便与焊锡生成金属合金。五、合适焊接时间焊接时间,是指在焊接过程中,进行物理和化学变化所需要的时间。它包括焊件达到焊接温度时间,焊锡的熔化时间,焊剂发挥作用及形成金属合金的时间几个部分。线路板焊接时间要适当,过长易损坏焊接部位及器件,过短则达不到要求。线路板焊接方式关于线路板的焊接方法,小批量的焊接方法,多采用手工焊接方式,对于大批量的电子产品生产,则采用浸焊与波峰焊的办法.线路板焊接设备在整个焊接过程中,使用手工焊接方法,使用的工具多为电烙铁,电烙铁分为外热式电烙铁和内热式烙铁.在批量的线路板焊接过程中,使用的设备为:波峰焊机.
3, 出现在电路图上一个pcd板的原理图,这是什么意思呢
盒装产品代码 BOXD865PCDL 10 条产品代码 BLKD865PCDL 或 KD865PCDLPAK10 BIOS ID 字符串 RC86510A.86A 更改部件号 C69211-xyz 板型 &; 大小 微 ATX 9.6 x 9.6 英寸 处理器支持 英特尔®奔腾® 4 处理器、英特尔®赛扬® D 处理器和英特尔®赛扬®处理器(478 针封装)注: 使用英特尔® 台式机主板前,请务必确认所支持的处理器。 支持的前端总线速度 533 和 400 MHz 集成显卡 不可用 芯片组 英特尔® 865P 芯片组 AGP 连接器 AGP 3.0(仅限 8X 速度以及 1.5 和 0.8 伏) 内存类型 双通道 333 MHz (PC2700) 和 266 MHz (PC2100)。注: 使用英特尔®台式机主板前,请务必复查 "内存和系统总线速度重要注意事项" 最大内存 容量上限为 2 GB 内存插槽 2 个 DDR DIMM 插座 插槽 3 PCI 音频 Realtek* ALC202A USB 端口 来自后面板的 4 个,来自内部接头的 4 个 - USB 2.0 HDD 两个(主和从)ATA 66/100 连接器。 板载 LAN 英特尔® Pro/100 (100 Mb) 保修 三年期有限保修 更加具体的信息请参考intel官方地址:
名词解释
20
《二十》是一部由李炳宪执导,金宇彬、李俊昊、姜河那等主演喜剧电影,于2015年3月25日在韩国上映。影片讲述了三个刚满二十岁的男生面对全新的人生、爱情、友情所经历的成长故事。 2015年,李炳宪凭借该片获得第36届韩国电影青龙奖最佳新人导演奖提名,姜河那凭借此片获得第36届韩国电影青龙奖最佳新人男演员奖提名,李侑菲凭借此片获得第36届韩国电影青龙奖最佳新人女演员奖提名。
10
10,相当于汉字\"十\"。是位于9与11之间的自然数、正整数。 在十进制中,10是最小的两位数,写法是一个1后面加一个0,是一个合数,有4个因数(约数),是一个有理数。
相关资讯
相关产品
- LNP Lubricomp DP003F PC 用于咖啡机
- LNP Lubricomp DFL146 PC 用于咖啡机
- 【佛山威致】 PVC手挽胶盒配蓝色手挽带 生活用品包装盒 质量保证 厂家直销 PVC胶盒
- cds-1510uf控制器,CDS驱动器 机床驱动器CDS-0510UF
- NOTIFIER诺帝菲尔N6000主板CPU-6000D/8/16/30 CPU-6000D供应
- PCB切割机 东莞电路板分板机 龙华电路板切割机 大浪PCB板分板机厂家直销
- 理发剪无刷马达BLDC电锂电管理二合一电路板组件PCBA线路板
- RTP Compounds 201 FR UV PA66阻燃
- RTP Compounds 205 D FR PA612阻燃
- RTP Compounds 600 FR UV ABS阻燃
最新资讯
相关企业