火焰钎焊原理 什么是 钎焊 钎焊的工作原理 特点 分类 优缺点 工艺流程 注意事项 有关...
2020-04-21 06:37:05
来源:朵拉利品网
1, 什么是 钎焊 钎焊的工作原理 特点 分类 优缺点 工艺流程 注意事项 有关...
钎焊钎焊 soldering and brazing 用比母材熔点低的金属材料作为钎料,用液态钎料润湿母材和填充工件接口间隙并使其与母材相互扩散的焊接方法。钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件,如蜂窝结构板、透平叶片、硬质合金刀具和印刷电路板等。钎焊前对工件必须进行细致加工和严格清洗,除去油污和过厚的氧化膜,保证接口装配间隙。间隙一般要求在 0.01~0.1毫米之间。种类 根据焊接温度的不同,钎焊可以分为两大类。焊接加热温度低于450℃称为软钎焊,高于450℃称为硬钎焊。 软钎焊 多用于电子和食品工业中导电、气密和水密器件的焊接。以锡铅合金作为钎料的锡焊最为常用。软钎料一般需要用钎剂,以清除氧化膜,改善钎料的润湿性能。钎剂种类很多,电子工业中多用松香酒精溶液软钎焊。这种钎剂焊后的残渣对工件无腐蚀作用,称为无腐蚀性钎剂。焊接铜、铁等材料时用的钎剂,由氯化锌、氯化铵和凡士林等组成。焊铝时需要用氟化物和氟硼酸盐作为钎剂,还有用盐酸加氯化锌等作为钎剂的。这些钎剂焊后的残渣有腐蚀作用,称为腐蚀性钎剂,焊后必须清洗干净。 硬钎焊 接头强度高,有的可在高温下工作。硬钎焊的钎料种类繁多,以铝、银、铜、锰和镍为基的钎料应用最广。铝基钎料常用于铝制品钎焊。银基、铜基钎料常用于铜、铁零件的钎焊。锰基和镍基钎料多用来焊接在高温下工作的不锈钢、耐热钢和高温合金等零件。焊接铍、钛、锆等难熔金属、石墨和陶瓷等材料则常用钯基、锆基和钛基等钎料。选用钎料时要考虑母材的特点和对接头性能的要求。硬钎焊钎剂通常由碱金属和重金属的氯化物和氟化物,或硼砂、硼酸、氟硼酸盐等组成,可制成粉状、糊状和液状。在有些钎料中还加入锂、硼和磷,以增强其去除氧化膜和润湿的能力。焊后钎剂残渣用温水、柠檬酸或草酸清洗干净。方法 钎焊常用的工艺方法较多,主要是按使用的设备和工作原理区分的。如按热源区分则有红外、电子束、激光、等离子、辉光放电钎焊等;按工作过程分有接触反应钎焊和扩散钎焊等。接触反应钎焊是利用钎料与母材反应生成液相填充接头间隙。扩散钎焊是增加保温扩散时间,使焊缝与母材充分均匀化,从而获得与母材性能相同的接头。烙铁钎焊 用于细小简单或很薄零件的软钎焊。波峰钎焊 用于大批量印刷电路板和电子元件的组装焊接。施焊时,250℃左右的熔融焊锡在泵的压力下通过窄缝形成波峰,工件经过波峰实现焊接。这种方法生产率高,可在流水线上实现自动化生产。火焰钎焊 用可燃气体与氧气或压缩空气混合燃烧的火焰作为热源进行焊接。火焰钎焊设备简单、操作方便,根据工件形状可用多火焰同时加热焊接。这种方法适用于自行车架、铝水壶嘴等中、小件的焊接。 浸沾钎焊 将工件部分或整体浸入覆盖有钎剂的钎料浴槽或只有熔盐的盐浴槽中加热焊接。这种方法加热均匀、迅速、温度控制较为准确,适合于大批量生产和大型构件的焊接。盐浴槽中的盐多由钎剂组成。焊后工件上常残存大量的钎剂,清洗工作量大。 感应钎焊 利用高频、中频或工频感应电流作为热源的焊接方法。高频加热适合于焊接薄壁管件。采用同轴电缆和分合式感应圈可在远离电源的现场进行钎焊,特别适用于某些大型构件,如火箭上需要拆卸的管道接头的焊接。 炉中钎焊 将装配好钎料的工件放在炉中进行加热焊接,常需要加钎剂,也可用还原性气体或惰性气体保护,加热比较均匀。大批量生产时可采用连续式炉。 真空钎焊 工件加热在真空室内进行,主要用于要求质量高的产品和易氧化材料的焊接。 怎么说你好呢,不是说因为分少我不想回答,是因为你问的问题太广了,不是淡简简单单几句话就能回答的,这些内容足够写一本书了,所以你还是自己买本钎焊的书好好看看吧
2, 电焊的原理是什么?
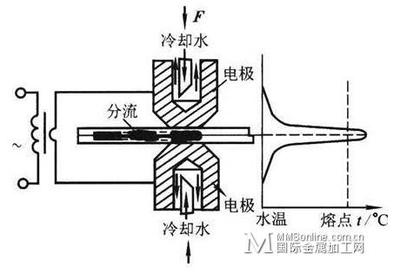
锡的熔点为232度,相对较低、因高温损伤电子元器件的可能性较小,且在一般环境下不会融化,因此电子元器件的引线一般都用锡做焊接剂。焊接原理是融化的锡液凝固时将被焊物紧紧包裹,松香等助焊剂在焊接时所起的作用是随着高温挥发清除了被焊物表面的氧化物质,从而使得锡与被焊物接触更紧密、更牢固。 焊接方法种类很多,但按其过程特点不同,可分为熔化焊、压力焊和钎焊三大类。熔化焊是将两焊件的连接部位加热至熔化状态在不加压力的情况下,使其冷却凝固成一体,从而完成焊接。压力焊是在焊接过程中,必须对焊件施加压力,同时加热(或不加热)以完成焊接。钎焊是将低熔点的钎料熔化,使其与焊件金属(也加热,但仍处于固态)相互扩散,而实现连接。 从你问的内容可以看出你在问钎焊。钎焊是用熔点低于母材的金属材料作钎料,将焊件和钎料加热到适当的温度,使焊件仍处于固态而钎料熔化后靠湿润及毛细管作用填充进接头间隙并与母材相互扩散实现连接的一种方法。也有人把钎焊定义为:加热到钎料熔化,母材不熔化,通过母材与钎料之间的溶解,扩散,凝固后实现冶金连接的焊接方法。 按钎料熔点,钎焊分为软钎焊和硬钎焊两类。钎焊按加热方式不同分为烙铁钎焊、火焰钎焊、电阻钎焊、感应钎焊及炉中钎焊等。无论哪种钎焊,都要有母材、钎料、焊剂三种材料。母材是要被焊接的材料;钎料是填充并连接母材的材料;焊剂是清除母材和钎料表面氧化膜和其它杂质,改善钎料性能并保护液化钎料不被氧化的材料。你问的松香就是一种简单的有机焊剂。由于材料来源方便,污染小,效果还好,所以在原来手工锡焊中得到广泛应用。 我还是说不透,下面给两个网址,里面有详细说明,你一看就明白了。
3, 电焊的工作原理和具体操作.

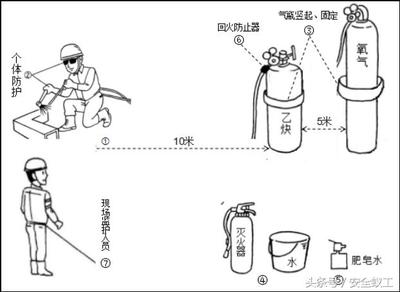
气焊 英文为 oxygen fuel gas welding (简称OFW)。 利用可燃气体与助燃气体混合燃烧生成的火焰为来热源,熔化焊件和焊接材料使之达到原子间结合的一种焊接方法。助燃气体主要为氧气,可燃气体源主要采用乙炔、百液化石油气等。所使用的焊接材料主要包括可燃气体、助燃气体、焊丝、气焊熔剂等。特点设备简单不需用电。设备主要包括氧气瓶、乙炔瓶(如采用乙炔作为可燃气体)、减压器、焊枪、胶管等。由于所用储存气体的气瓶为压力容器、气体为易燃易爆气体,所以该方法是所有焊接方法中危险性最度高的之一。知(1)气焊的优点是:(a)设备简单、使用灵活;(b)对铸铁及某些有色金属的焊接有较好的适应性;(C)在电力供应不足的地方需要焊接时,气焊可以发挥更大的作用。其缺点是:(a)生产效率较低;(b)焊接后工件变形和热影响区较大;(C)较难实现自动化。道
名词解释
气体
气体是四种基本物质状态之一(其他三种分别为固体、液体、等离子体)。气体可以由单个原子(如稀有气体)、一种元素组成的单质分子(如氧气)、多种元素组成化合物分子(如二氧化碳)等组成。气体混合物可以包括多种气体物质,比如空气。气体与液体和固体的显著区别就是气体粒子之间间隔很大。这种间隔使得人眼很难察觉到无色气体。气体与液体一样是流体:它可以流动,可变形。与液体不同的是气体可以被压缩。假如没有限制(容器或力场)的话,气体可以扩散,其体积不受限制,没有固定。气态物质的原子或分子相互之间可以自由运动。 气体的特性介于液体和等离子体之间,气体的温度不会超过等离子体,气体的温度下限为简并态夸克气体[1],现在也越来越受到重视[2]。高密度的原子气体冷却到非常低的低温,可以依其统计特性分为玻色气体和费米气体,其他相态可以参照相态列表。
焊接
焊接,,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的: 1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。 2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。 3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。 现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
气焊
气焊(英文为:oxygen fuel gas welding,简称:OFW),是利用火焰对金属工件连接处的金属和焊丝进行加热,使其熔化,达到焊接的目的。常用的可燃气体主要是乙炔、液化石油气和氢气等,常用的助燃气体为氧气。
相关资讯
最新资讯
相关企业