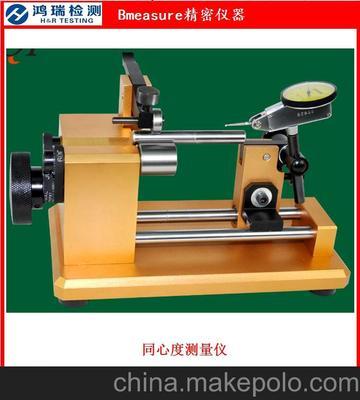
长轴同心度测量仪 怎么测量轴的同心度
2020-03-21 00:20:10
来源:朵拉利品网
1, 怎么测量轴的同心度

测量同心度主要有以下5种方法:1. 游标卡尺针对较简易产品且加工精度要求不高的产品主要采用手动测量(游标卡尺)进行管控。缺点:测量精度不高,相比较其他测量方法效率低。2. 手动影像测量仪针对加工精度要求比较高且小部分管控的产品主要使用手动影像测量仪。缺点:手动影像测量仪虽然测量功能强大但它也不能完成自动批量测量。3.圆度测量仪针对加工精度要求比较高且小部分管控的产品也有采用圆度测量仪去测量。缺点:圆度测量仪相比较手动影像测量仪功能单一,不能满足全尺寸测量;圆度测量仪检测速度也不如手动影像测量仪。[1]4.三坐标测量机缺点:三坐标测量机虽然精度很高,但它采用接触式测量,在测量速度上远远不如影像测量仪,三坐标测量机更适合测量三维立体的测量元素。5.全自动影像测量仪针对加工精度要求高且大批量测量首选全自动影像测量仪。优点:同心度属于二维平面,二维平面的几何量测量正好是影像测量仪的强项。
2, 同轴度怎么测量
两个孔的公共轴心线是指两孔各自被测表面长度的中点连线;假使是三个或三个以上的圆柱表面,它们的公共轴心线应该在图样上另做规定。- 几种测量机通常采用的同轴度测量方法:一、应用系统功能法:即测量机软件系统中自带的同轴度和同心度测量标准子程序,用户在测量时可方便地进行调用。二、极坐标测量法:这是一种类似于平台测量的检测方法,其基准元素可以通过圆柱、阶梯柱、直线以及圆/圆等测量后构造的直线获得。可以说,几乎所有用作基准元素的单一基准或组合基准都将包括在内,而被测要素则更为简单,通常情况只是圆的测量。其操作步骤如下:1、测量单一基准轴线或公共基准轴线并用其建立第一轴(同心度测量除外);2、将基准轴线清零(即平移原点到基准中心);3、在被测元素(孔或轴)上测若干截圆(通常测两端);4、输出被测截圆极径(PR值);5、取其输出较大PR值的2倍为所测同轴度误差。三、求距法:该方法的基本原理是通过计算圆心到基准轴线距离的方法求得同轴度误差。与极坐标测量方法不同的是,被选定的基准轴线无须清零,但评定同轴度误差时同样要取计算结果中最大距离乘以2。- 关于两个相邻较远的短基准同轴度的测量:这是一个比较典型困扰测量机用户的问题,事实上已经证明由此单从测量数据上来看将有相当一部分工件被视为“超差品”,而那些“超差品”经装配实验后证明大多数没有问题。这就不得不需要引起测量机操作员的注意。分析其原因,既不是机器精度太低,也不是系统软件计算错误,主要是图样标注不妥。对此,可采用以下几种相应的测量方法:1、当基准元素为孔时,可插入配合间隙较为合适的心棒,以延长基准轴线的实测长度;2、采用建立公共基准的测量方法,模拟专用心棒进行检验的方法,分别测量两圆柱对公共轴心线的同轴度;(参看前面公共基准轴线的建立方法和极坐标测量法);3、在基准圆柱表面内测量更多的点,(多用于连续扫描测头)以加大计算的信息量,使系统确定最大内接圆或最小外接圆时有充足的表面形状信息。
3, 同轴度如何测量
三坐标进行同轴度的检测公共轴线法 在被测元素和基准元素上测量多个横截面的圆,再将这些圆的圆心构造一条3D直线,作为公共轴线,每个圆的直径可以不一致,然后分别计算基准圆柱和被测圆柱对公共轴线的同轴度,取其最大值作为该零件的同轴度。这条公共轴线近似于一个模拟心轴,因此这种方法接近零件的实际装配过程。 直线度法 在被测元素和基准元素上测量多个横截面的圆,然后选择这几个圆构造一条3D直线,同轴度近似为直线度的两倍。被收集的圆在测量时最好测量其整圆,如果是在一个扇形上测量,则测量软件计算出来的偏差可能很大。 求距法 同轴度为被测元素和基准元素轴线间最大距离的两倍。即用关系计算出被测元素和基准元素的最大距离后,将其乘以2即可。求距法在计算最大距离时要将其投影到一个平面上来计算,因此这个平面与用作基准的轴的垂直度要好。这种情况比较适合测量同心度。
名词解释
基准
基准(读音jī zhǔn),指在测量工作中用作起始尺度的标准,泛指标准。基准是机械制造中应用十分广泛的一个概念,机械产品从设计时零件尺寸的标注,制造时工件的定位,校验时尺寸的测量,一直到装配时零部件的的装配位置确定等,都要用到基准的概念。基准就是用来确定生产对象上几何关系所依据的点,线或面。
测量
测量是按照某种规律,用数据来描述观察到的现象,即对事物作出量化描述。测量是对非量化实物的量化过程。 在机械工程里面,测量指将被测量与具有计量单位的标准量在数值上进行比较,从而确定二者比值的实验认识过程。
相关资讯
相关产品
- 包邮同心度仪 偏摆仪 同轴度仪 同心度测量仪 轴类检测仪器
- 非标订制同心度 同心度测量仪 同心度测试仪 检查仪 跳动仪
- 高精度偏摆检查仪 精密偏摆仪 同心度测量仪3017型 厂家直销
- 高精度偏摆检查仪莫氏2号顶尖同心度测量仪圆盘检测仪齿轮测量仪
- 厂家出售新型高精度3017偏摆检测仪 齿轮跳动仪同心度测量仪
- 深圳检测仪上海仪器台湾北一同心度测量仪A-10单表
- 威哲仪器大型圆柱度仪 同心度测量仪适用于圆柱/圆形等角度测量
- 沧州三丰数显同心度检查仪同轴度找正测量同心仪器
- 同心度端面测量仪器CON2无尾架/0.002/同心度端面测量仪器0.004
- 厂家批发同心度测量仪批发 精密同心测量仪表 同心度测量仪器仪表
最新资讯
相关企业