生铁焊接工艺 铸铁跟生铁的焊接方法
2019-10-24 00:52:45
来源:朵拉利品网
1, 铸铁跟生铁的焊接方法

铸铁含碳量高,塑性差,组织不均匀,焊接性很差,在焊接时,一般容易出现以下问题: 1、焊后易产生白口组织 2、焊后易出现裂纹 3、焊后易产生气孔 因此,在生产中,铸铁是不作为焊接材料的.一般只用来焊补铸铁件的铸造缺陷以及局部破坏的铸铁件。铸铁的焊补一般采用气焊或焊条电弧焊。 铸件焊补常分为热焊法和冷焊法两种。 生铁焊接1:焊接时要把焊接面打光,防止有有杂质,使焊接面焊接后更加牢固2:焊接完毕时要放入石灰中,使其慢慢冷却以上纯属经验之谈 PS:忘记说了一点,焊接生铁一定要选用专用的生铁焊条
2, 铸铁的焊接工艺

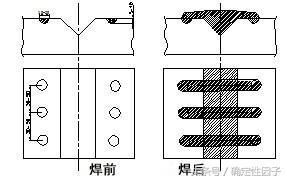
铸铁的焊接工艺分为热焊和冷焊两种。热焊接的时候,选用J506的碳钢焊条,或者Z308,408镍基焊条,对铸铁母体预热550度左右温度,110A-130A左右电流快速焊接,焊后保温缓冷。冷焊的时候,选用WEWELDING 777铸铁焊条,保持母体常温环境下焊接,焊接电流90-110A采用分段跳跃焊接,焊后保证每段无裂纹产生继续下一段焊接。WEWELDING 777特种铸铁焊条的适用工艺1、焊前有必要做适当的表面清理,焊接接头最好斜切成一个U形的凹槽。2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。3、修复角度不好时,可以选用WE100电焊条冷开槽形成有效的U型或者V型坡口。4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。
3, 生铁焊条焊接方法

由于生铁的一些优点,在制造材料建筑业方面中占有很大的比重。生铁大多是加工精度高、价格昂贵的基础零件在我们国家的工业,农业,建筑业都是运用十分的广泛的。因此,研究和利用先进的修理经验,合理地修焊接生铁零件是十分必要地。那么这些步骤应该怎么去完成呢,小编给大家普及一下相关内容。生铁是含碳量大于2%的铁碳合金,工业生铁含碳量一般 在2%--4.3%, 并含碳、硅、锰、硫、磷 等元素,是用铁矿石经高炉冶炼的产品。根据生铁里碳存在形态的不同,又可分为炼钢生铁、铸造生铁和球墨铸铁等几种。生铁性能:生铁坚硬、耐磨、铸造性好,但生铁脆,不能锻压。性状及用途:炼钢生铁里的碳主要以碳化铁的形态存在,其断面呈白色,通常又叫白口铁。这种生铁性能坚硬而脆,一般都用做炼钢的原料。铸造生铁中的碳以片状的石墨形态存在,它的断口为灰色,通常又叫灰口铁。由于石墨质软,具有润滑作用,因而铸造生铁具有良好的切削、耐磨和铸造性能。但它的抗位强度不够,故不能锻轧,只能用于制造各种铸件,如铸造各种机床床座、铁管等。球墨铸铁里的碳以球形石墨的形态存在,其机械性能远胜于灰口铁而接近于钢,它具有优良的铸造、切削加工和耐磨性能,有一定的弹性,广泛用于制造曲轴、齿轮、活塞等高级铸件以及多种机械零件。此外还有含硅、锰、镍或其它元素量特别高的生铁,叫合金生铁,如硅铁、锰铁等,常用做炼钢的原料。在炼钢时加入某些合金生铁,可以改善钢的性能。生铁焊接的方法:1.氧气用生铁焊条熔焊,但只适合小另件或薄材料。2.焊接厚的生铁件用镍铬焊条(也叫生铁焊条)在火焰下预热再焊接,一遍焊接一遍用锤子撞击分散焊接应力,焊接后保温。切勿长期焊接防止产生应力把工作裂开,一定要停停焊焊多锤打分散应力等效加温。听起来焊接的过程大家非常迷糊吧,这是我们平时一般接触不到的,现在我们使用的小到门窗摆放的工业品,大到锅炉,高楼建筑等等,都是这些工人们一点一滴的汗水铸造的!这些可都是不容我们小觑的啊!生铁焊接的操作方法过关,工艺精湛才能达到更好的效果,温度火候更是要掌握得当,可是非常不容易的呢。
4, 铸铁的焊接方法有几种?
铸铁的焊接方法有三种:1、热焊法焊前把铸件预热到600~700℃,焊接过程保持在400℃以上,焊后缓慢冷却至室温。采用热焊法可有效减小焊接接头的温差,从而减小应力,同时还可以改善铸件的塑性,防止出现白口组织和裂纹。2、冷焊法焊前不对工件进行预热,或预热温度不超过300℃。常用焊条电弧焊进行铸铁冷焊,根据铸铁工件的要求,可选用不同的铸铁焊条。如补焊一般灰铸铁零件非加工面选用Z100焊条。3、加热减应焊法不事先加热焊件,在施焊前和施焊中加热焊件的“加热减应区”,使其不阻碍焊缝的收缩,从而减少内应力,避免产生裂纹。注意事项1、电弧的长度电弧的长度与焊条涂料种类和药皮厚度有关系。应采取短弧,特别是低氢焊条,短弧可避免大气中的O2、N2等有害气体侵入焊缝金属,形成氧化物等不良杂质而影响焊缝质量。2、焊接速度保持适宜的焊接速度,熔渣能很好的覆盖着熔潭,使熔潭内的各种杂质和气体有充分浮出时间,避免形成焊缝的夹渣和气孔。在焊接时如运棒速度太快,焊接部位冷却时,收缩应力会增大,使焊缝产生裂缝。3、焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等待)、成本等综合考虑。参考资料来源:百度百科--铸铁焊接
名词解释
焊接
焊接,,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的: 1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。 2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。 3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。 现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
铸铁
铸铁,是一个汉语词语,意思是指含碳量大于2%的铸造铁基合金,含硅及少量锰、磷、硫等元素。
相关推荐
生铁焊接技术 铸铁跟生铁的焊接方法
相关资讯
最新资讯
相关企业