常用焊管规格表 焊管有哪些规格啊?
2019-07-24 14:22:05
来源:朵拉利品网
1, 焊管有哪些规格啊?
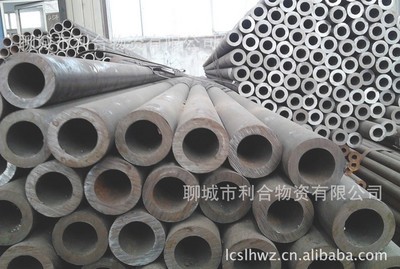
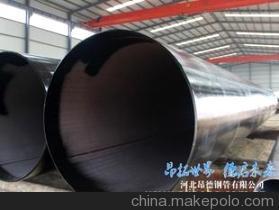
焊接钢管:也叫焊管,是用钢板或钢带经过弯曲成型,然后经焊接制成。按焊缝形式分为直缝焊管和螺旋焊管。按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。 一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造 。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,表6-17为焊接钢管尺寸。 表6-17低压流体输送用焊接钢管(根据GB/T3092-93) 公称口径 外径 普通钢管 加厚钢管 mm in 公称尺寸mm 允许偏差 壁 厚 理论重量kg/m 壁厚 理论重量kg/m 公称尺寸mm 允许偏差% 公称尺寸mm 允许偏差% 6 1/8 10.0 +0.50mm -0.50mm 2.00 +12 -15 0.39 2.50 +12 -15 0.46 8 1/4 13.5 2.25 0.62 2.75 0.73 10 3/8 17.0 2.25 0.82 2.75 0.97 15 1/2 21.3 2.75 1.26 3.25 1.45 20 3/4 26.8 2.75 1.63 3.50 2.01 25 1 33.5 3.25 2.42 4.00 2.91 32 11/4 42.3 3.25 3.13 4.00 3.78 40 11/2 48.0 3.50 3.84 4.25 4.58 50 2 60.0 +1% -1% 3.50 4.88 4.50 6.16 65 21/2 75.5 3.75 6.64 4.50 7.88 80 3 88.5 4.00 8.34 4.75 9.81 100 4 114.0 4.00 10.85 5.00 13.44 125 5 140.0 4.00 13.42 5.50 18.24 150 6 165.0 4.50 17.81 5.50 21.63 随着焊接钢管技术提高提高和加工简便,现在焊接管代替部分无缝管,焊接钢管已能生产219mm(8寸)以上。 镀锌钢管:为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电钢锌两种,热镀锌镀锌层厚,电镀锌成本低。 吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。 电线套管:也是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验。 公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。 托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。 变压器管:用于制造变压器散热管和其它热交换器,采用普通碳素钢制造,要求进行压扁、扩口、弯曲、液压试验。钢管以定尺或倍尺交货,对钢管弯曲度有一定要求。 异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。 电焊薄壁管:主要用来制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。 螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。参考资料:
2, 焊接钢管的外径与公称直径的对照表
4分 DN15 Φ21.25*2.756分 DN20 Φ26.75*2.751寸 DN25 Φ33.5*3.251寸2 DN32 Φ42.25*3.251寸半 DN40 Φ48*3.52寸 DN50 Φ60*3.52寸半 DN65 Φ75.5*3.53寸 DN80 Φ88.5*44寸 DN100 Φ114*45寸 DN125 Φ140*4.56寸 DN150 Φ159*5
相关概念
焊管
焊管也称焊接钢管,是指用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。焊管可分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。
钢管
钢管(Steel pipe)是用于输送流体和粉状固体、交换热能、制造机械零件和容器,也是一种经济钢材。钢管生产技术的发展开始于自行车制造业的兴起、19世纪初期石油的开发、两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,都有力地推动着钢管工业在品种、产量和质量上的发展。钢管按生产方法可分为两大类:无缝钢管和有缝钢管,有缝钢管分直缝钢管和螺旋缝焊管两种。
焊接
焊接,,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的: 1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。 2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。 3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。 现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
相关资讯
最新资讯
相关企业